

Preparation process of multi-ply DTY with special gloss
A preparation process and technology of plied yarn, which is applied in the field of DTY plied yarn preparation, can solve the problems of limited application, fabric feel, appearance, texture, luster and elasticity that cannot meet high requirements, poor air permeability and hygroscopicity, etc., and achieve improvement Comfort issues, excellent glitter effect, effect of improving moisture absorption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
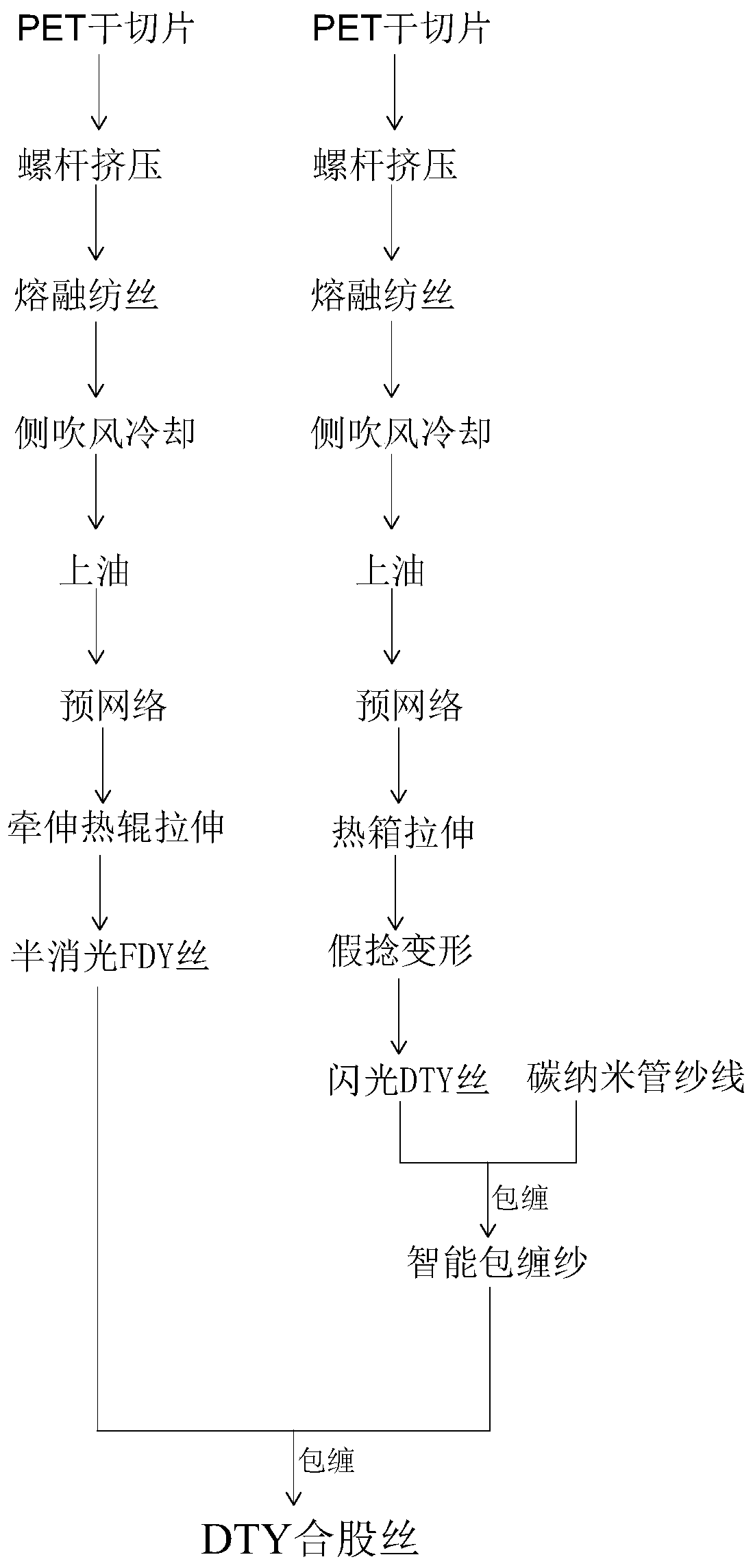
[0025] Such as figure 1 Shown, a kind of preparation technology of the DTY plied yarn with special luster, comprises the following steps:
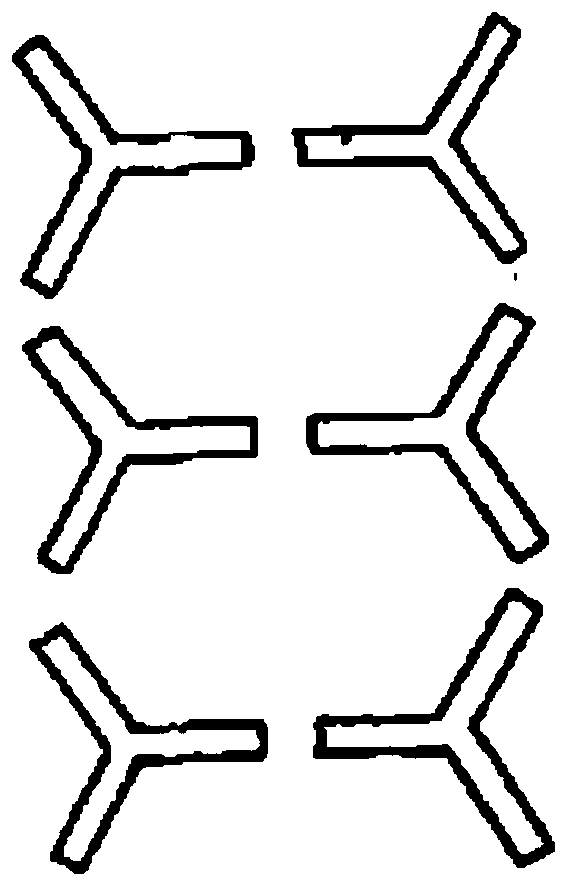
[0026] (1) Preparation of semi-dull FDY yarn: Pre-crystallize, homogenize and dry polyester chips to obtain PET dry chips, which enter the screw extruder. The screw extruder is divided into eight zones. The screw extruder The temperature of the screw is 250-275°C. After high-temperature melting, the melt is extruded, and the melt enters the spinning assembly for melt spinning. The spinning temperature is 245°C; among them, such as figure 1 As shown, the spinneret holes on the spinneret in the spinning assembly are a flat structure formed of two rows of Y-shaped hole groups symmetrically arranged, each row of Y-shaped hole groups includes three Y-shaped holes, and two rows of Y-shaped holes The Y-shaped holes in the group are obliquely close to each other; the fine flow of melt ejected from the spinning assembly is solidified and cooled in...
Embodiment 2
[0031] A preparation process of DTY plied yarn with special luster, comprising the following steps:
[0032] (1) Preparation of semi-dull FDY yarn: Pre-crystallize, homogenize and dry polyester chips to obtain PET dry chips, which enter the screw extruder. The screw extruder is divided into eight zones. The screw extruder The temperature of the screw is 250-275°C. After high-temperature melting, the melt is extruded, and the melt enters the spinning assembly for melt spinning. The spinning temperature is 260°C; among them, such as figure 1 As shown, the spinneret holes on the spinneret in the spinning assembly are a flat structure formed of two rows of Y-shaped hole groups symmetrically arranged, each row of Y-shaped hole groups includes three Y-shaped holes, and two rows of Y-shaped holes The Y-shaped holes in the group are obliquely close to each other; the fine flow of melt ejected from the spinning assembly is solidified and cooled into filaments by the airflow blown out b...
Embodiment 3
[0037] A preparation process of DTY plied yarn with special luster, comprising the following steps:
[0038](1) Preparation of semi-dull FDY yarn: pre-crystallize, homogenize and dry polyester chips to obtain PET dry chips, which enter the screw extruder. The screw extruder is divided into eight zones. The screw extruder The temperature of the screw is 250-275°C. After high-temperature melting, the melt is extruded, and the melt enters the spinning assembly for melt spinning. The spinning temperature is 270°C; among them, such as figure 2 As shown, the spinneret holes on the spinneret in the spinning assembly are a flat structure formed of two rows of Y-shaped hole groups symmetrically arranged, each row of Y-shaped hole groups includes three Y-shaped holes, and two rows of Y-shaped holes The Y-shaped holes in the group are obliquely close to each other; the fine stream of melt ejected from the spinning assembly is solidified and cooled into filaments by the airflow blown out...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More