

A kind of manufacturing method of self-propagating combustion ceramic composite steel pipe
A composite steel pipe and a manufacturing method, which are applied in the field of wear-resistant steel pipes, can solve the problems of low connection strength, reduced service life of self-propagating ceramic composite steel pipes, and short reaction time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
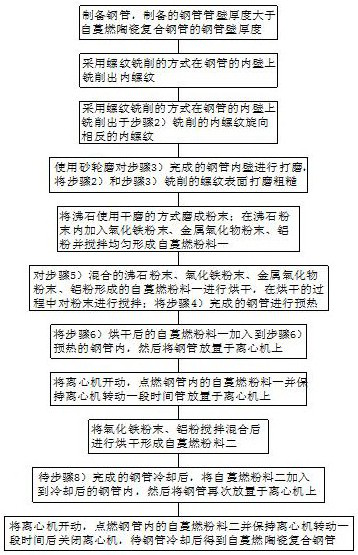
Method used
Image

Examples
Embodiment 2
[0055] The difference between this embodiment and Embodiment 1 is that in step 2) and step 3), the inner thread of the inner wall of the steel pipe is a triangular thread, the difference between the outer diameter and the inner diameter of the inner thread of the inner wall of the steel pipe is 0.2 mm, and the inner thread of the inner wall of the steel pipe The pitch of the screw is 0.6mm; in step 4), the grain size of the grinding wheel is 60 #.
[0056] In step 6), the components of the self-propagating combustion powder 1 include by weight: 500 parts by weight of iron oxide powder, 200 parts by weight of aluminum powder, 50 parts by weight of zeolite powder, 10 parts by weight of copper oxide powder, 10 parts by weight of chromium oxide powder parts by weight, carbon powder 30 parts by weight.
[0057] In step 9), the components of the self-propagating combustion powder 2 include, in parts by weight: 500 parts by weight of iron oxide powder and 200 parts by weight of alumi...
Embodiment 3
[0060] The difference between this embodiment and Embodiment 1 and Embodiment 2 is that in step 2) and step 3), the inner thread of the inner wall of the steel pipe is a triangular thread, and the difference between the outer diameter and inner diameter of the inner thread of the inner wall of the steel pipe is 0.3 mm. The pitch of the internal thread on the inner wall is 0.7mm; in step 4), the grain size of the grinding wheel is 60#.
[0061] In step 6), the components of self-propagating combustion powder 1 include by weight: 600 parts by weight of iron oxide powder, 2040 parts by weight of aluminum powder, 65 parts by weight of zeolite powder, 11 parts by weight of copper oxide powder, 12 parts by weight of chromium oxide powder parts by weight, carbon powder 39 parts by weight.
[0062] In step 9), the components of the self-propagating combustion powder 2 include, in parts by weight: 650 parts by weight of iron oxide powder and 260 parts by weight of aluminum powder.
[...
Embodiment 4
[0065] The difference between this example and Example 1, Example 2, and Example 3 is that in step 2) and step 3), the inner thread of the inner wall of the steel pipe is a triangular thread, and the difference between the outer diameter and inner diameter of the inner wall of the steel pipe is 0.3 mm, and the pitch of the internal thread on the inner wall of the steel pipe is 0.7 mm; in step 4), the grain size of the grinding wheel is 60 # .
[0066] In step 6), the components of the self-propagating combustion powder 1 include by weight: 800 parts by weight of iron oxide powder, 300 parts by weight of aluminum powder, 65 parts by weight of zeolite powder, 12 parts by weight of copper oxide powder, and 12 parts by weight of chromium oxide powder. parts by weight, carbon powder 30 parts by weight.
[0067] In step 9), the components of the self-propagating combustion powder 2 include, in parts by weight: 800 parts by weight of iron oxide powder and 300 parts by weight of alumi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| distance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More