

Hot rolling process for quality carbon structural steel
A carbon structural steel and carbon structure technology, applied in the field of hot-rolled steel, can solve the problems of cracks, affecting product performance, high hardness, shortening the incubation period, reducing the risk of equipment damage, and increasing the phase transition temperature.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
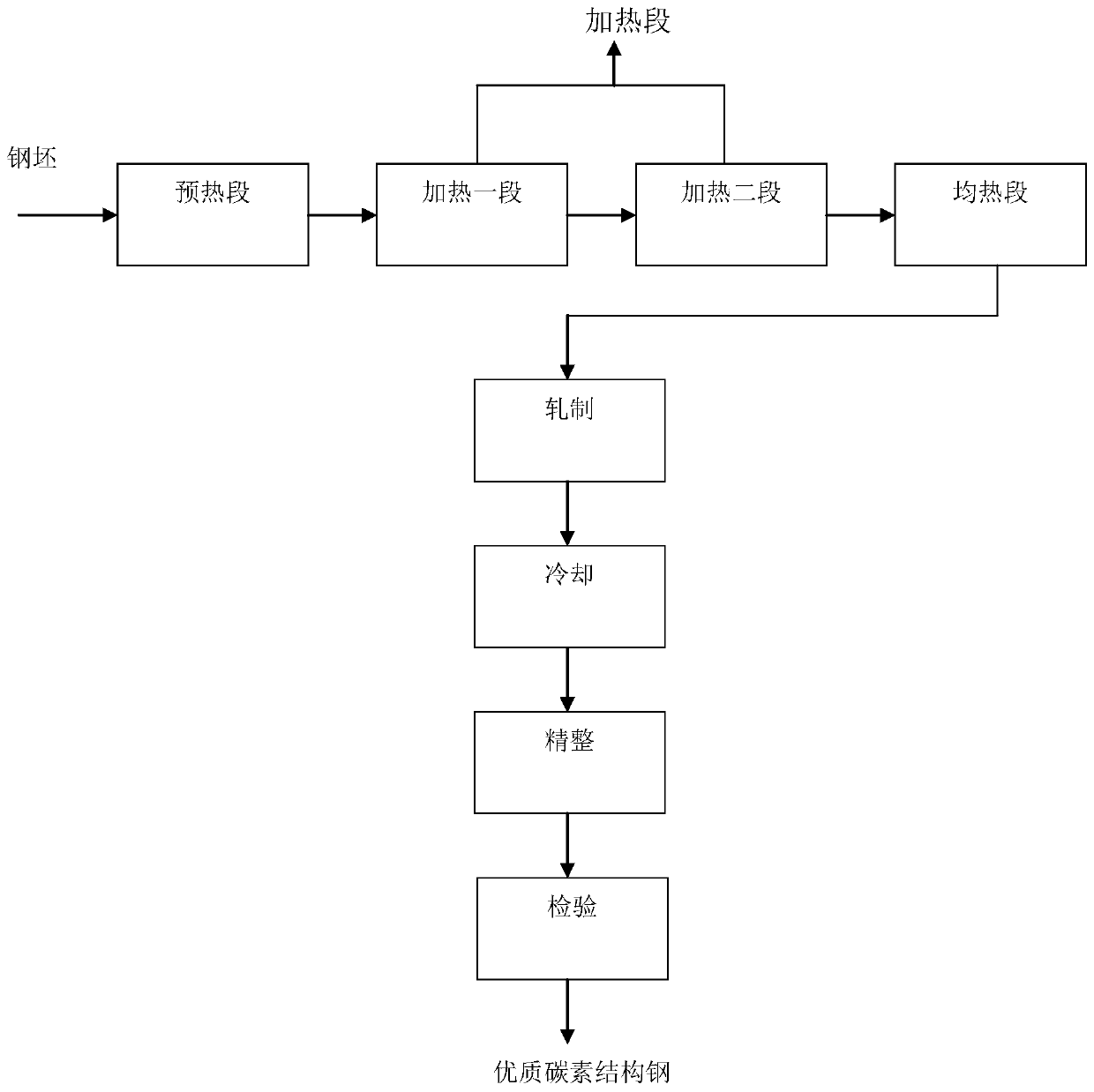
[0027] The invention provides a hot-rolling process for high-quality carbon structural steel, which includes preheating, heating, soaking, rolling, cooling and finishing for a billet. The heating is divided into a heating stage and a heating stage. Finishing involves crimping the billet and includes the following steps:
[0028] (1) The chemical composition of the billet used in the preheating section is calculated by weight percentage: C: 0.45%, Si: 0.20%, Mn: 0.12%, P: 0.015%, S: 0.02%, Al: 0.0025%, Ti: 0.01%, Cr: 0.01%, Nb: 0.016%, and the rest are Fe and unavoidable impurities.
[0029] (2) The temperature of the preheating section is 750°C; the temperature of the heating section 1 is 920°C; the temperature of the heating section 2 is 1200°C; the heating time of the heating process is 135min;
[0030] (3) The steel billet enters the rolling process from the heating process, the rolling start temperature of the rolling process is 960°C, and the final rolling temperature is...
Embodiment 2
[0034] The invention provides a hot-rolling process for high-quality carbon structural steel, which includes preheating, heating, soaking, rolling, cooling and finishing for a billet. The heating is divided into a heating stage and a heating stage. Finishing involves crimping the billet and includes the following steps:
[0035] (1) The chemical composition of the billet used in the heating section is calculated by weight percentage: C: 0.45%, Si: 0.20%, Mn: 0.12%, P: 0.015%, S: 0.02%, Al: 0.0025%, Ti: 0.01 %, Cr: 0.01%, Nb: 0.016%, and the rest are Fe and unavoidable impurities.
[0036] (2) The temperature of the preheating section is 800°C; the temperature of the heating section 1 is 1040°C; the temperature of the heating section 2 is 1160°C; the heating time of the heating process is 180min;
[0037] (3) The steel billet enters the rolling process from the heating process, the rolling start temperature of the rolling process is 960°C, and the final rolling temperature is ...
Embodiment 3
[0041] The invention provides a hot-rolling process for high-quality carbon structural steel, which includes preheating, heating, soaking, rolling, cooling and finishing for a billet. The heating is divided into a heating stage and a heating stage. Finishing involves crimping the billet and includes the following steps:
[0042](1) The chemical composition of the billet used in the heating section is calculated by weight percentage: C: 0.45%, Si: 0.20%, Mn: 0.12%, P: 0.015%, S: 0.02%, Al: 0.0025%, Ti: 0.01 %, Cr: 0.01%, Nb: 0.016%, and the rest are Fe and unavoidable impurities.
[0043] (2) The temperature of the preheating section is 800°C; the temperature of the heating section 1 is 1040°C; the temperature of the heating section 2 is 1160°C; the heating time of the heating process is 180min;
[0044] (3) The steel billet enters the rolling process from the heating process, the rolling start temperature of the rolling process is 960°C, and the final rolling temperature is 9...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More