Modeling method of laser arc composite heat source based on energy distribution coefficient
A composite heat source, laser arc technology, applied in CAD numerical modeling, special data processing applications, design optimization/simulation, etc., can solve the problem that the shape of the simulated molten pool is not well matched with the actual molten pool, and the heat source verification period is long, etc. problems, to achieve the effect of shortening the verification cycle and shortening the time-consuming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example 1
[0073] The 150mm×80mm×18.4mm alloy steel plate is cut and processed, a 30° V-shaped groove is made, and three-pass composite heat source multi-pass welding is performed. After cutting and surface treatment of X100 high-strength pipeline steel, there will be chips and oil stains on its surface. Therefore, before welding, sand the sample with sandpaper, then clean the sample with acetone, and finally wipe it with alcohol. The process parameters shown in Table 1 are used for welding.
[0074] Table 1: Welding process parameters used in Example 1
[0075]
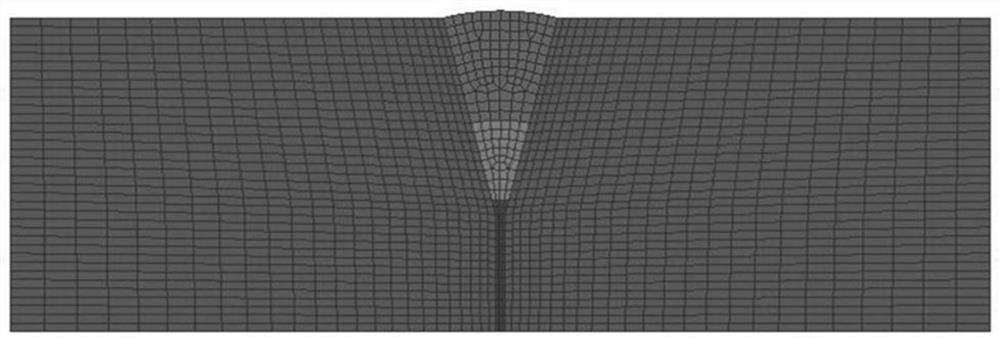
[0076] Through the hybrid welding experiment, the macroscopic appearance of the laser arc hybrid welding seam is obtained. Specific as image 3 As shown, it is a schematic diagram of the grid model of the hybrid welding joint in the method embodiment of the present invention. Then, according to the shape of the weld, the dimensions of the heat source model of laser arc hybrid welding are obtained, and then according to t...
Embodiment example 2
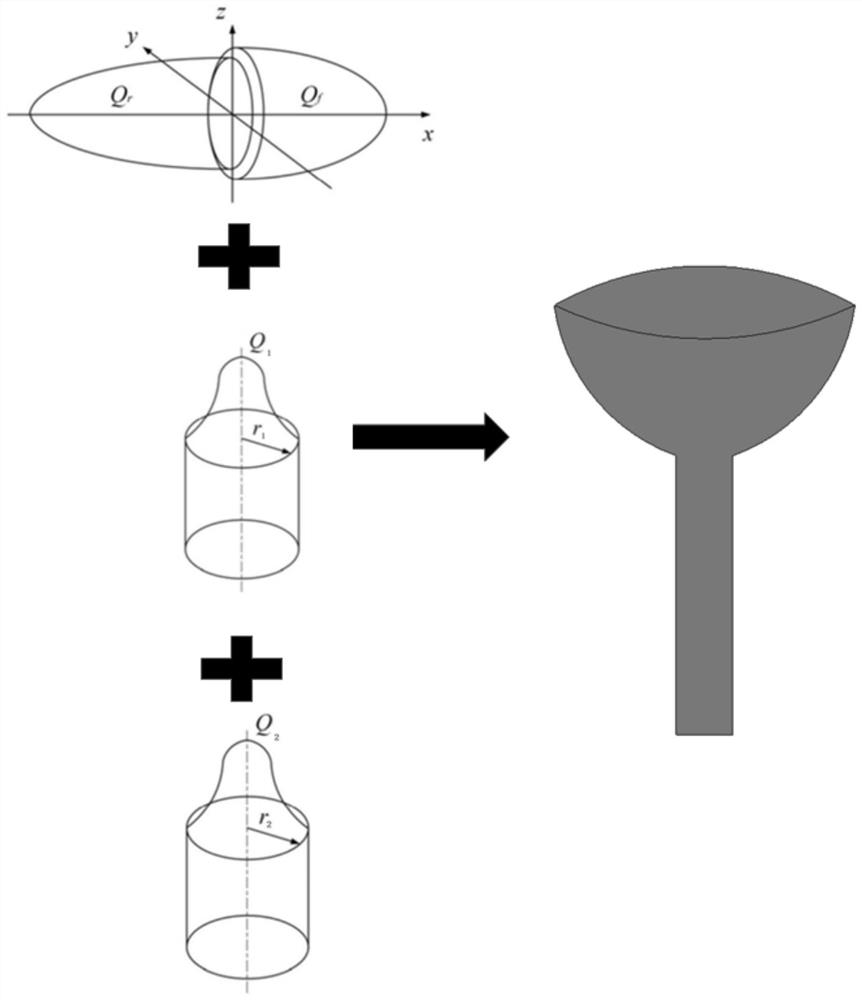
[0079] Cut the 150mm × 80mm × 18.4mm alloy steel plate, open a 30° V-shaped groove, and perform three-pass composite heat source multi-pass welding, specifically as figure 2 Shown is a schematic diagram of the composition of the laser arc composite heat source model in the method embodiment of the present invention. After cutting and surface treatment of X100 high-strength pipeline steel, there will be chips and oil stains on its surface. Therefore, before welding, sand the sample with sandpaper, then clean the sample with acetone, and finally wipe it with alcohol. The process parameters shown in Table 2 are used for welding.
[0080] Table 2: Welding process parameters used in Example 2
[0081]
[0082] Through the hybrid welding experiment, the macroscopic appearance of the laser arc hybrid welding seam is obtained. Then, according to the shape of the weld, the dimensions of the heat source model of laser arc hybrid welding are obtained, and then according to the com...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com