[0005] The purpose of the present invention is to provide a full-automatic
production line for high-pressure stainless steel pipes, to solve the problem that the stainless steel pipes in the prior art proposed in the background technology are often driven by conveyor belts when they are
cut and transported to the cutting position, and the stainless steel pipes are in the transmission process. It cannot be fixed in the middle, which will cause the stainless steel pipe to not move accurately to the grinding position, and cannot be fixed automatically. It needs to be manually disassembled and fixed by the staff, which is more troublesome. The
automation of the entire cutting and
grinding process is low, which reduces the
processing efficiency.
[0008] When working, the stainless steel pipes in the prior art are often driven by conveyor belts when they are cut and transported to the cutting position, but the stainless steel pipes cannot be fixed during the transmission process, which will cause the stainless steel pipes to not move accurately to the grinding position, and cannot be automatically fixed , requires manual operation by the staff to disassemble and fix, which is more troublesome. The
automation of the entire cutting and
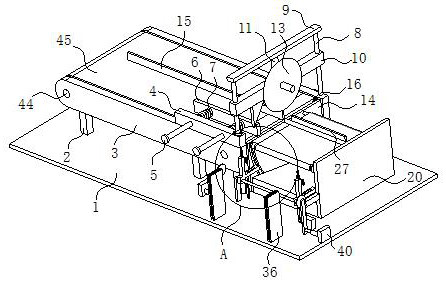
grinding process is low, which reduces the processing efficiency. The above-mentioned automatic production line for high-pressure stainless steel pipes places the stainless steel pipes that need to be cut on the transmission mechanism. , so that it is between the baffle and the splint, the transmission mechanism will drive the front end of the stainless
steel tube to the position where it fits the rear wall of the fourth mounting plate, and at the same time, the magnetic suction cup will suck the stainless steel tube so that it will not move again, and then drive The mechanism stops working, start the first electric cylinder to extend downward, the first electric cylinder will drive the first slider to slide downward, and the first slider will drive the triangular slider, cutting blade and pressure plate to move downward synchronously, when When the inclined surface of the triangular slider touches the splint, the inclined surface of the triangular slider will act on the side wall of the splint to move the splint to the middle position of the transmission mechanism, and the splint will drive the stainless steel tube to move to the middle position. When the stainless steel tube moves to the middle position, the triangular When the slider continues to move downward, it will slide in the second chute and compress the first
gas spring at the same time. The cutting blade moves downward to cut the stainless steel pipe. After the cutting is completed, the first slider just squeezes to the
pressure sensor switch , the
pressure sensor switch starts the opening function after receiving the pressure, the
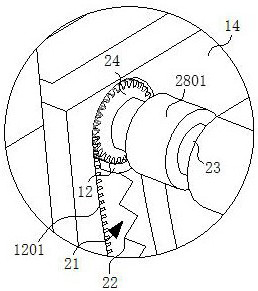
pressure sensor switch controls the rotation of the double-axis motor, the double-axis motor drives the gear to rotate, and the gear moves in the arc-shaped chute under the action of the teeth of the arc-shaped rack. The synchronous third rotating shaft rotates under the rotation drive of the double-axis motor. The rotation of the third rotating shaft will drive the first
transmission belt to rotate. When the gear rotates to the bottom end of the arc-shaped chute, the first
transmission belt will drive the stainless steel pipe to move to L-shaped Accept the position of the top surface of the bottom of the receiving plate, and then turn the rotating shaft to drive the fourth rotating shaft and the L-shaped receiving plate to rotate. The L-shaped receiving plate will drive the stainless steel tube to rotate together to make it detached from the magnetic suction cup, and then the first electric cylinder drives the first slider and The pressure plates move upwards together, the first slider is far away from the
pressure sensing switch, the
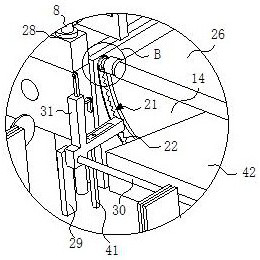
pressure sensing switch loses pressure and turns off the double-axis motor, and the gear returns to the initial position against the movement track under the action of the second return spring, so that the magnetic chuck is in the first position. Reset under the reset action of a
transmission belt. After the next work, the stainless steel pipes that have been cut are automatically transferred without manual operation, which is convenient for processing. When the L-shaped receiving plate continues to rotate, the L-shaped receiving plate rotates to a certain angle. The third slide bar will be in contact with the arc-shaped slide rail. Under the action of the arc-shaped slide rail, the third slide bar will drive the fixed bar to slide in the third chute and compress the second
gas spring at the same time. When the L-shaped receiving plate rotates ° At the same time, the fixed rod moves to the bottom position and fixes the stainless steel tube at the same time, so that the transferred stainless steel tube is transferred to the
belt grinding station, and it is automatically fixed, and then the grinding device is started to
grind the cutting positions of the two ends of the stainless steel tube. After the grinding is completed, the L-shaped receiving plate rotates back to the initial position, and the staff can take out the polished stainless steel tube. Through the setting of the above structure, the cut stainless steel tube can be accurately moved to the grinding position, and the stainless steel tube can be automatically adjusted at the same time. Fixing allows the staff to take it easily and improves the processing efficiency



 Login to View More
Login to View More  Login to View More
Login to View More