Strip steel deviation simulation system of continuous hot galvanizing unit annealing furnace and control method
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A technology of strip deviation and control method, applied in the field of cold rolling, to achieve great economic benefits, avoid deviation, and reduce the effect of deviation and edging
Pending Publication Date: 2021-03-05
宝钢日铁汽车板有限公司 +2
View PDF4 Cites 6 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Considering the characteristics of the equipment (equipment parameter table) and process (tension table, annealing temperature curve) in the annealing furnace of the hot-dip galvanizing unit, combined with the sheet shape data information of the incoming steel coil of the hot-dip galvanizing unit, on the basis of the deviation prediction mechanism model Therefore, it is very necessary to develop a control method suitable for the strip deviation in the annealing furnace of the hot-dip galvanizing unit, to realize the off-line prediction of the deviation trend of the whole coil of strip in each process section, and then combine the existing correction roller equipment , to pre-adjust the sampling point with a serious deviation tendency in the steel coil to be produced in advance, so as to effectively avoid the problem of deviation correction failure caused by the large motion inertia of the sampling point
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0073] In this embodiment, a product with a steel grade of 590DP and a coil number of 9459940500 is taken as an example.
[0074] First, in step (a), the main equipment and process parameters in the annealing furnace of the hot-dip galvanizing unit are collected, mainly including: the process sections in the annealing furnace are numbered in sequence RTF section=1, SF section=2, SCF section=3, JCF1 section = 4, JCF2 section = 5, critical unit deviation factor ψ cr =18, furnace roll body length L 1 =2100mm, L 2 =2100mm, L 3 =2100mm, L 4 =2100mm, L 5 =2100mm, furnace roll diameter D 1 =1000mm, D 2 =1000mm, D 3 =1000mm, D 4 =1000mm, D 5 =1000mm, straight section length S 1 =600mm, S 2 =700mm, S 3 =700mm, S 4 =2100mm, S 5 =2100mm, furnace roll crown γ 1 =0.8mm, γ 2 =2.5mm, γ 3 =2.5mm, γ 4 = 0 mm, γ 5 = 0mm, the distance H between the centerlines of adjacent furnace rollers j =20800mm, the distance U between the deviation correction roller and the last furnace r...
Embodiment 2
[0104] In this embodiment, a product with a steel type of DU6232A1 and a coil number of 550449000 is taken as an example.
[0105] First, in step (a), the main equipment and process parameters in the annealing furnace of the hot-dip galvanizing unit are collected, mainly including: the process sections in the annealing furnace are numbered in sequence RTF section=1, SF section=2, SCF section=3, JCF1 section = 4, JCF2 section = 5, critical unit deviation factor ψ cr =18, furnace roll body length L 1 =2100mm, L 2 =2100mm, L 3 =2100mm, L 4 =2100mm, L 5 =2100mm, furnace roll diameter D 1 =1000mm, D 2 =1000mm, D 3 =1000mm, D 4 =1000mm, D 5 =1000mm, straight section length S 1 =600mm,S 2 =700mm, S 3 =700mm, S 4 =2100mm, S 5 =2100mm, furnace roll crown γ 1 =0.8mm, γ 2 =2.5mm, γ 3 =2.5mm, γ 4 = 0 mm, γ 5 = 0mm, the distance H between the centerlines of adjacent furnace rollers j =20800mm, the distance U between the deviation correction roller and the last furnace r...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
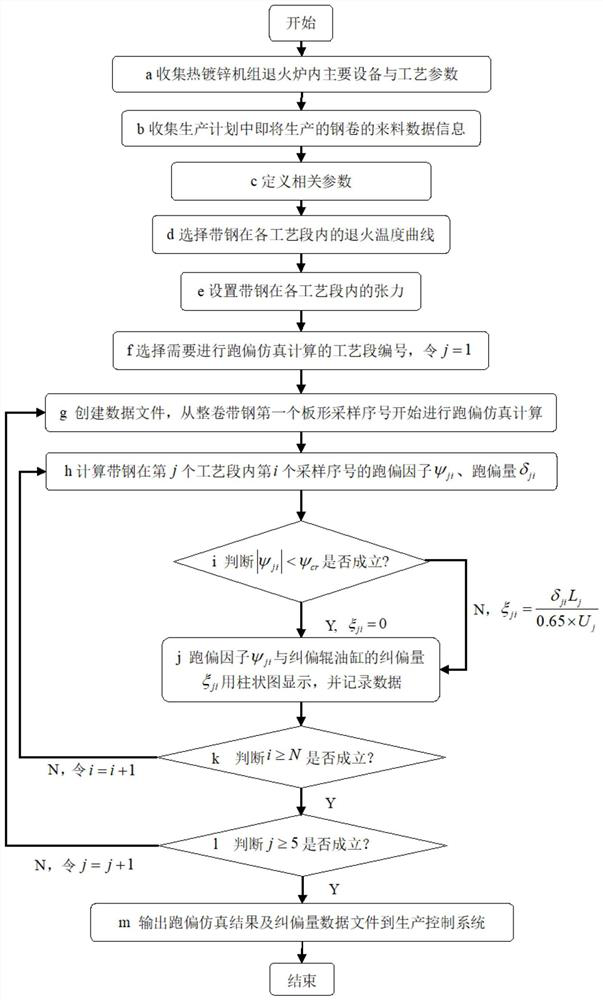
The invention provides a strip steel deviation simulationsystem of a continuous hot galvanizing unit annealing furnace and a control method. The method comprises the following steps: obtaining process parameters of selected process sections; obtaining incoming material data information of the strip steel; setting the sampling serial number of the sampling point of each process section, and setting the annealing temperature and tension of the strip steel in each process section; calculating a deviation factor and a deviation amount of each sampling sequence number in each process section, judging whether the deviation factor exceeds a deviation critical value or not, and calculating a deviation correction amount for the deviation factor which exceeds the deviation critical value; and summarizing the deviation correction amount of each process section to pre-adjust the deviation correction roller oil cylinder. According to the method, deviation prediction of the whole roll of strip steel in all process sections can be achieved according to different plate shape sampling points of the whole roll of strip steel, meanwhile, the deviation correction amount of the deviation correction roller is calculated according to the deviated sampling points, the deviation correction roller is pre-adjusted, prediction and control over deviation of the strip steel in the annealing furnace are achieved, compared with the hysteresis problem of a deviation rectifying method of firstly monitoring and then adjusting in the current production, the occurrence of deviation is effectively avoided.
Description
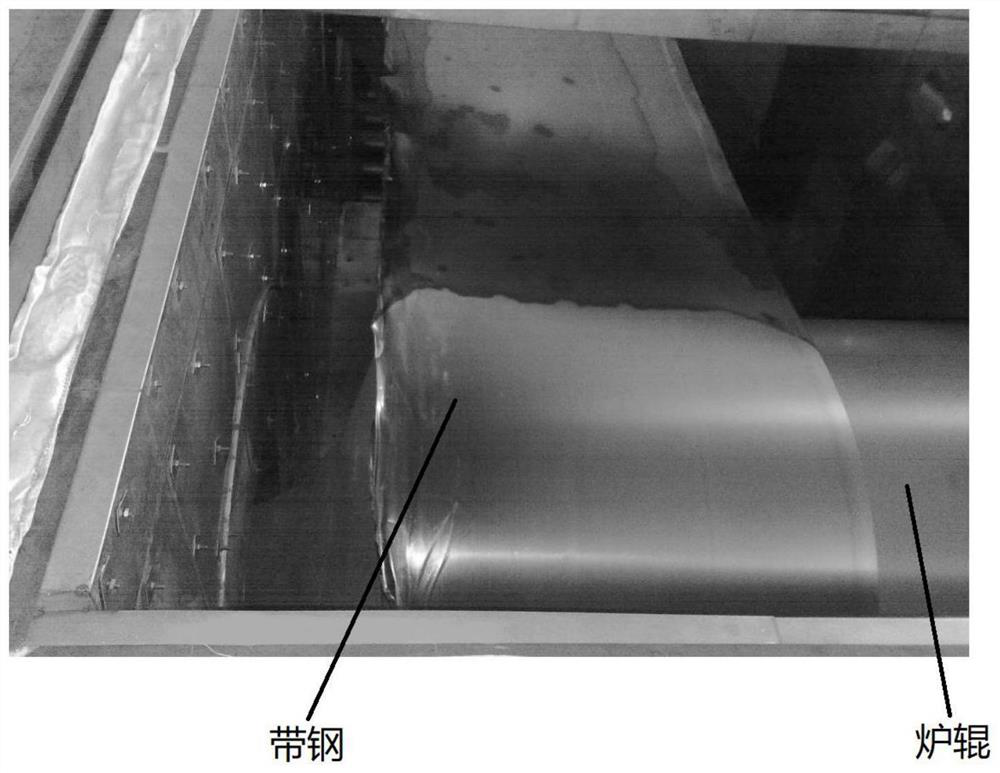
technical field [0001] The invention relates to the field of cold rolling, in particular to a strip deviation simulationsystem and a control method for an annealing furnace of a continuous hot-dip galvanizing unit. Background technique [0002] The annealing furnace is the key equipment for the production of cold-rolled hot-dip galvanizing line. According to the typical process flow of the annealing furnace, the annealing furnace roughly includes a preheating section, a heating section, a soaking section, a slow cooling section, a fast cooling section, an aging section, and a final cooling section. The continuous hot-dip galvanizing unit integrates cleaning, annealing, coating, skin-passing, tension leveling, post-processing and other technologies, and realizes high-efficiency production of high-quality hot-dip galvanized sheets. At the same time, the deviation of the strip steel in the annealing furnace occurs from time to time. The deviation of the strip steel in the fur...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More