

Welding and shaping integrated method for circular titanium target material and back plate
A titanium target and round technology, which is applied in the field of welding and shaping integration of round titanium targets and backing plates, can solve the problems of reduced shaping qualification rate, cumbersome operation, energy consumption and other problems, and avoid shaping operations, The effect of increasing the contact area, improving the welding pass rate and shaping pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
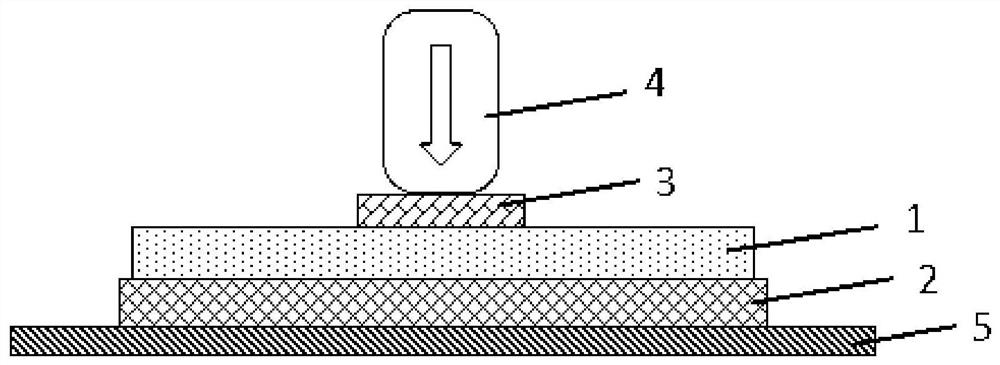
Image


Examples
Embodiment 1
[0066] This embodiment provides an integrated method for welding and shaping a circular titanium target and a back plate. The diameter of the circular titanium target is 300 mm. The integrated method includes the following steps:
[0067] (1) First heat the round titanium target 1 with a purity of 99.999% to 235°C and keep it warm, then place the solder on the welding surface of the round titanium target 1 to melt the solder, and then use The lead-free steel brush infiltrates the welding surface of the circular titanium target 1 maintained at 235°C and the molten solder;
[0068] First heat the CuZn alloy backplane 2 to 235°C and keep it warm, then place the solder on the welding surface of the CuZn alloy backplane 2 to melt the solder, and then use a lead-free steel brush to keep the temperature at Wetting the welding surface of the CuZn alloy backplane 2 and the molten solder at 235°C, and then ultrasonically treating the welding surface of the CuZn alloy backplane 2 and the...
Embodiment 2
[0074] This embodiment provides an integrated method for welding and shaping a circular titanium target and a back plate. The diameter of the circular titanium target is 300 mm. The integrated method includes the following steps:
[0075] (1) First heat the round titanium target 1 with a purity of 99.995% to 220°C and keep it warm, then place the solder on the welding surface of the round titanium target 1 to melt the solder, and then use The lead-free steel brush infiltrates the welding surface of the circular titanium target 1 maintained at 220°C and the molten solder;
[0076] First heat the CuCr alloy backplane 2 to 220°C and keep it warm, then place the solder on the welding surface of the CuCr alloy backplane 2 to melt the solder, and then use a lead-free steel brush to keep the temperature at Wetting the welding surface of the CuCr alloy backplane 2 and the molten solder at 220°C, and then ultrasonically treating the welding surface of the CuCr alloy backplane 2 and the...
Embodiment 3
[0082] This embodiment provides an integrated method for welding and shaping a circular titanium target and a back plate. The diameter of the circular titanium target is 300 mm. The integrated method includes the following steps:
[0083] (1) First heat the round titanium target 1 with a purity of 99.999% to 250°C and keep it warm, then place the solder on the welding surface of the round titanium target 1 to melt the solder, and then use The lead-free steel brush infiltrates the welding surface of the circular titanium target 1 maintained at 250°C and the molten solder;
[0084] First heat the CuZn alloy backplane 2 to 250°C and keep it warm, then place the solder on the welding surface of the CuZn alloy backplane 2 to melt the solder, and then use a lead-free steel brush to keep the temperature at Wetting the welding surface of the CuZn alloy backplane 2 and the molten solder at 250°C, and then ultrasonically treating the welding surface of the CuZn alloy backplane 2 and the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More