

Preparation method of 3D printing shaping-free self-deforming shape memory intelligent material
A technology of 3D printing and deformation materials, which is applied in the direction of 3D object support structure, manufacturing tools, additive manufacturing, etc., to achieve the effect of simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0038] A method for preparing a 3D printing non-shaped self-deformable shape memory smart material of the present invention, the method comprising:
[0039] Step 1: Design the structure of the material, and use Solidworks to model the material in 3D;
[0040] Step 2: Slicing the model according to the design of step 1, converting and generating STL format files;
[0041] Step 3: Input the STL format file into the 3D printing system, set the printing path and 3D printing parameters, and the intersection angle between layers is 0°-180°;
[0042] Step 4: Using the fused deposition molding process, first restore the printing extrusion head and the bottom plate to the zero position, fine-tune the height of the extrusion head, and adjust the distance between the extrusion head and the bottom plate to 0.2mm-0.6mm, so that the material can be printed in 3D When pre-stretching the extruded filament, the restriction of the base plate or the adhesive layer allows the pre-stress to be pr...
Embodiment 1
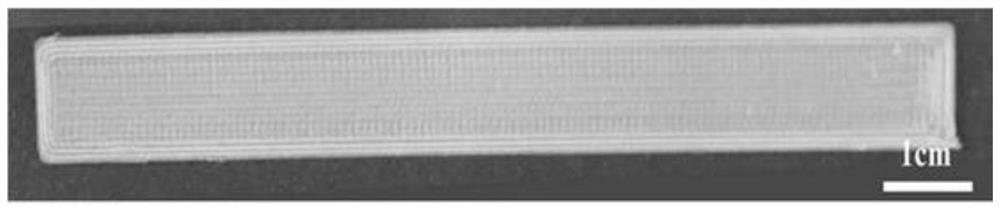
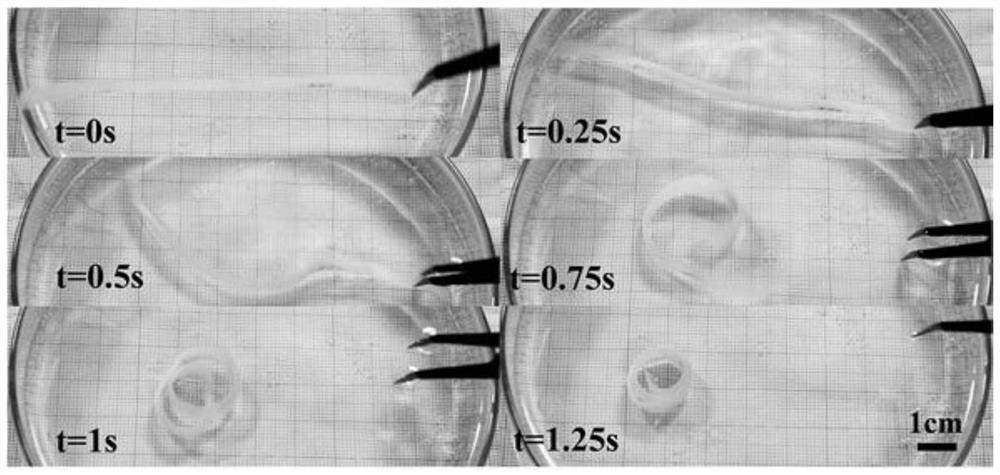
[0058] see figure 1 and image 3 shown;
[0059] The design size is 100ⅹ10ⅹ0.5mm 3 Use Solidworks to model the deformed material in 3D, then slice the model according to the design, convert it into an STL format file, and input the STL format file into the 3D printing system; then set the printing angle to 0°, and the printer extrudes The diameter of the head is 0.4mm, the extrusion speed is 60mm / s, the temperature of the extrusion head is 195°C, the temperature of the bottom plate is 55°C, the filling rate is 100%, the thickness of the printing layer is 0.3mm, the crossing angle between layers is 90°, and the maximum printing material per second Volume 10mm 2 / s, the number of outer circles is 1, polylactic acid uses filamentary 3D printing filaments;
[0060] Firstly, restore the printing head and the bottom plate to the zero position, fine-tune the height of the extrusion head so that the distance between the extrusion head and the bottom plate is 0.4mm, and then print....
Embodiment 2
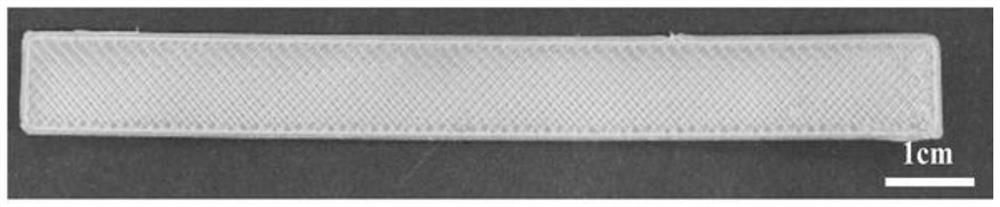
[0062] see figure 2 and Figure 4 shown;
[0063] The design size is 100ⅹ10ⅹ0.5mm 3 Use Solidworks to model the deformed material in 3D, then slice the model according to the design, convert it into an STL format file, and input the STL format file into the 3D printing system; then set the printing angle to 45°, and the printer squeezes The diameter of the nozzle is 0.4mm, the extrusion speed is 60mm / s, the temperature of the extrusion head is 195°C, the temperature of the bottom plate is 55°C, the filling rate is 100%, the thickness of the printing layer is 0.3mm, the crossing angle between layers is 90°, and the maximum printing per second Material volume 10mm 2 / s, the number of outer circles is 1, polylactic acid uses filamentary 3D printing filaments;
[0064] Firstly, restore the printing head and the bottom plate to the zero position, fine-tune the height of the extrusion head so that the distance between the extrusion head and the bottom plate is 0.4mm, and then p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More