

Machining method and clamping fixture for high-precision thin-wall elastic opening piston ring part
A technology of elastic opening and processing method, which is applied in the direction of manufacturing tools, metal processing equipment, metal processing machinery parts, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
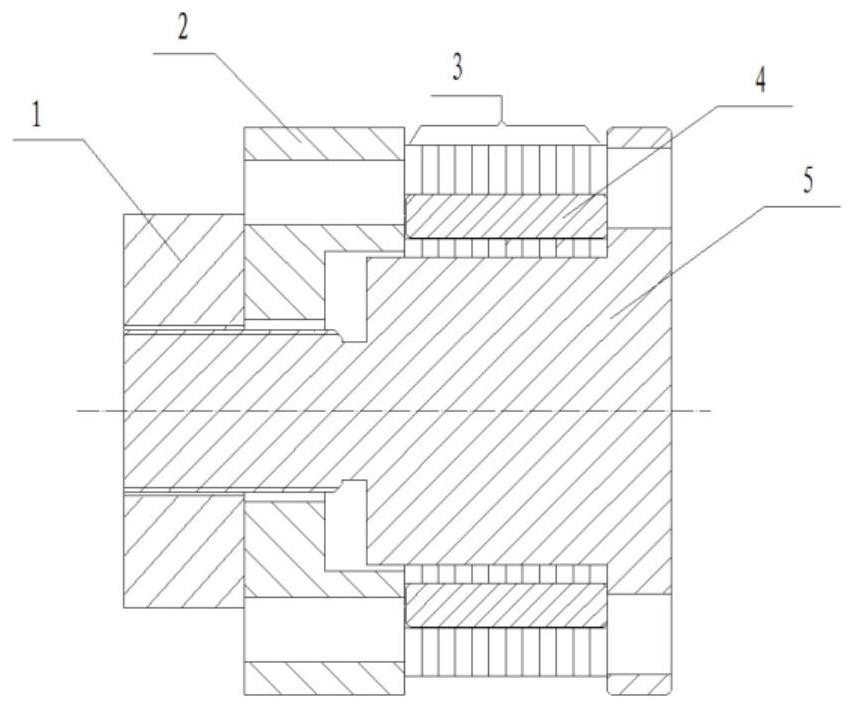
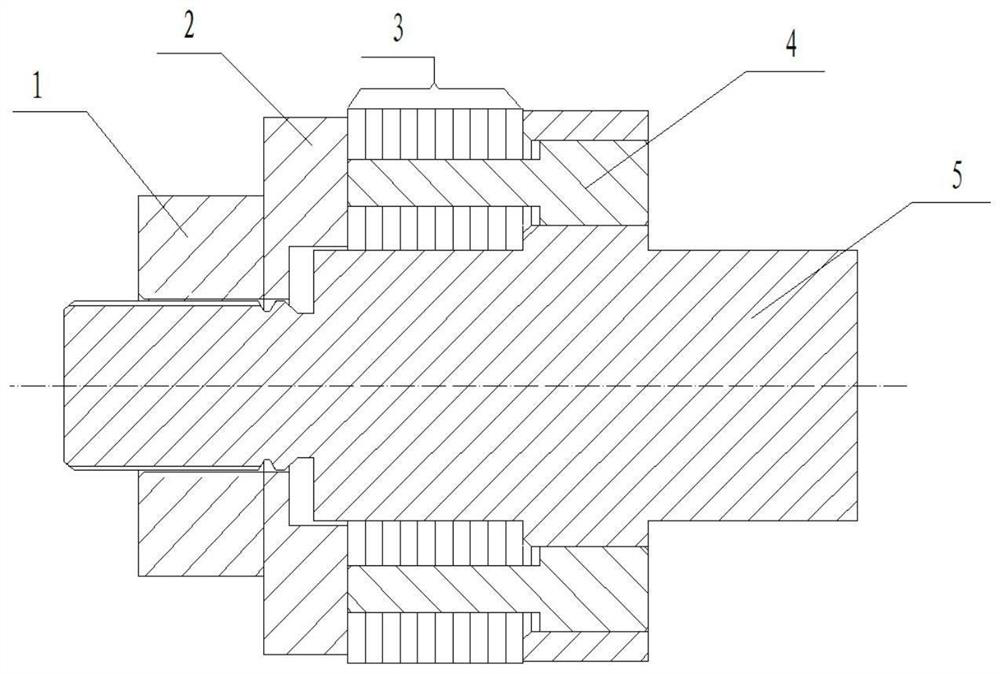
[0052]The method of processing the high-precision thin-walled elastic opening rising ring parts provided herein, including the steps of:
[0053]1) Internal and external models: use CNC lathe processing parts inner holes and outer circles, and the inner holes and outer circles are separated;
[0054]2) Milling insertion: Remove the balance other than the inner hole auxiliary process positioning hole;
[0055]In this embodiment, the number of process positioning holes is 3.
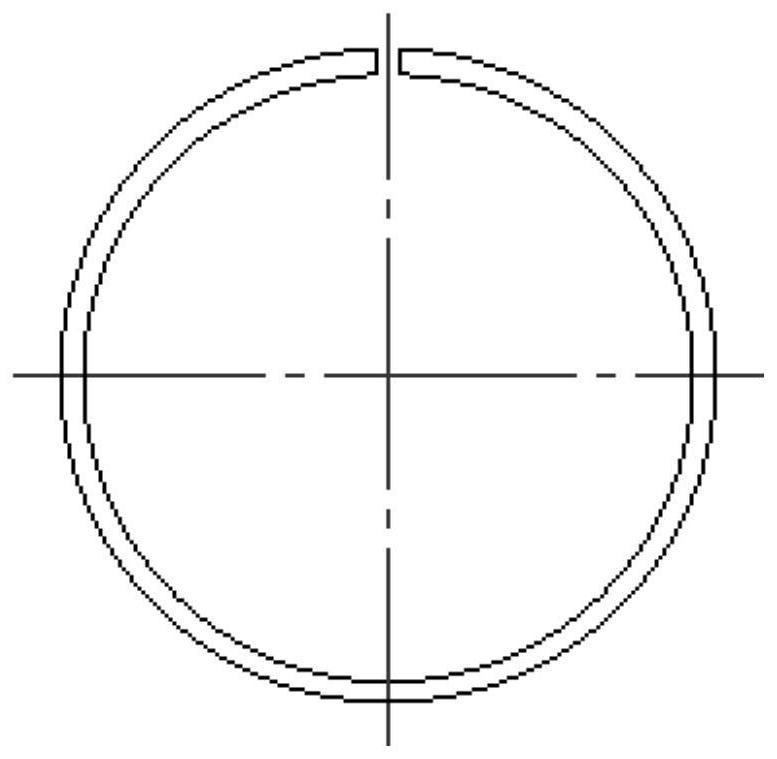
[0056]3) Tigan: cutting parts into multiple annular sheets, and multiple ends of the plurality of annular flakes are retained;
[0057]4) Rust end surface: A plurality of control plane grinding machines grinds the plurality of annular sheets as the positioning reference, and the end surface is retained;
[0058]5) Dump: The opening is separately cut on the plurality of annular sheets, and the opening size is less than the final opening size;
[0059]6) Heat treatment: The auxiliary process positioning hole of the inner hole of the p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More