

Manufacturing method of test block forultrasonic detection of non-welding defect of diffusion welding interface
A production method and ultrasonic detection technology, which are applied in the preparation of test samples and the analysis of solids using sound waves/ultrasonic waves/infrasonic waves, etc., can solve problems such as difficult identification, difficult identification of ultrasonic reflected waves, and inaccurate ultrasonic reflected waves, and achieve easy recognition effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The present invention will be further described below in conjunction with the accompanying drawings and embodiments, but not as a basis for limiting the present invention.
[0029] Example. A method for making a test block for ultrasonic detection of unwelded defects in a diffusion welding interface, including a method for making a comparison test block for a rotor plunger hole and a method for making a comparison test block for a rotor end face;
[0030] The manufacturing method of the comparison test block of the rotor plunger hole comprises the following steps,
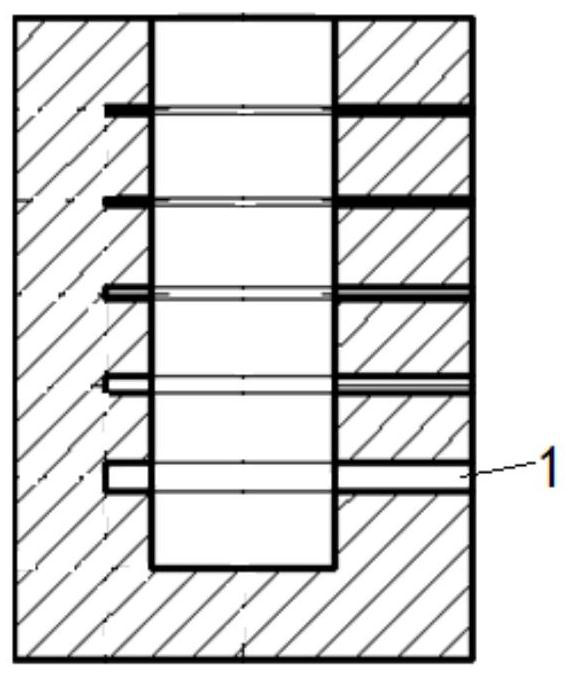
[0031] a. If figure 1 As shown, first drill a plurality of horizontal holes 1 with different diameters on the side of a steel substrate (there is a plunger hole in the axial direction), and the horizontal holes 1 penetrate to the plunger hole or pass through the plunger hole to obtain product A.
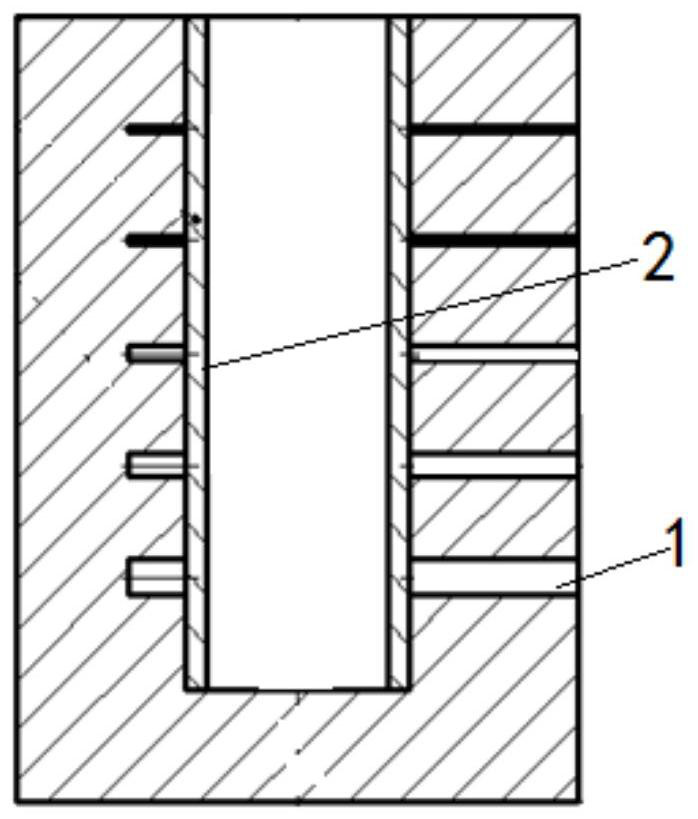
[0032] b. If figure 2 As shown, the product A and the copper tube 2 are connected as a whole by diffusion w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More