

Hot continuous rolling strip steel width prediction method based on cooperation of principal component analysis and random forest
A principal component analysis and random forest technology, used in computer parts, instruments, characters and pattern recognition, etc., can solve the problems of falling into local minima, slow convergence speed, nonlinearity, etc., to improve enterprise efficiency and improve production. efficiency, reducing loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0050] The specific implementation manners of the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. The following examples are used to illustrate the present invention, but are not intended to limit the scope of the present invention.
[0051] In this embodiment, taking the hot rolling mill production line as an example, the hot strip width prediction method of principal component analysis collaborative random forest (i.e. PCA-RF) of the present invention is used to change the strip steel type, specification and roll change. The first steel export width is predicted.
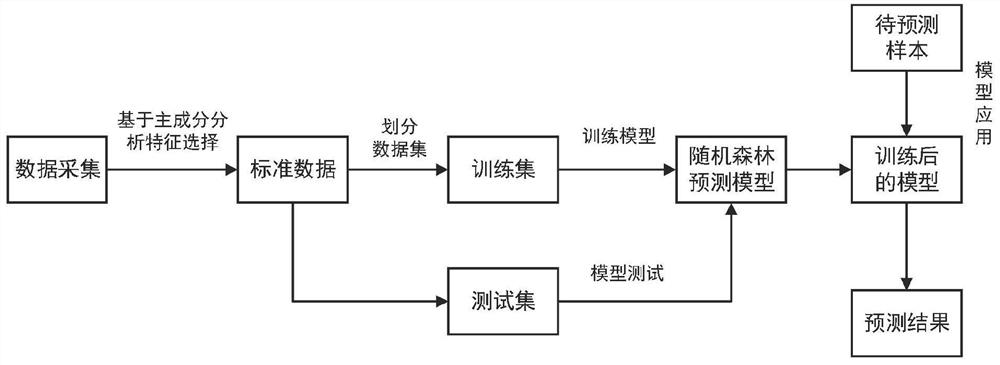
[0052] In this embodiment, a method for predicting the width of hot strip steel strips in conjunction with principal component analysis and random forests, such as figure 1 shown, including the following steps:
[0053] Step 1. Determine the equipment layout form of the hot continuous rolling production line, and determine the temperature...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More