

Numerical control cutting method for preventing inner hole notch of thick plate part
A cutting method and inner hole technology, used in welding equipment, gas flame welding equipment, metal processing equipment, etc., can solve the problems of unsatisfactory cutting quality improvement effect, consumption of manpower and material resources, cutting notch damage to parts, etc., to reduce artificial The effect of modifying workload, reducing manpower and material resources, and improving cutting quality and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
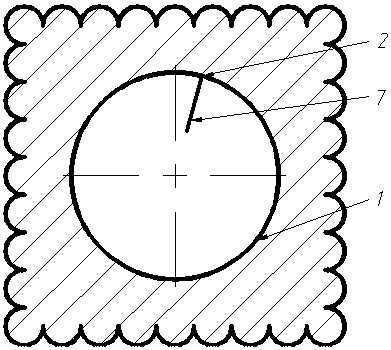
[0023] As shown in the figure, taking a part with a thickness of 55mm and an inner hole diameter of 100mm as an example, the cutting steps and process are specifically explained for the modification of the inner hole contour and the setting of cutting parameters.
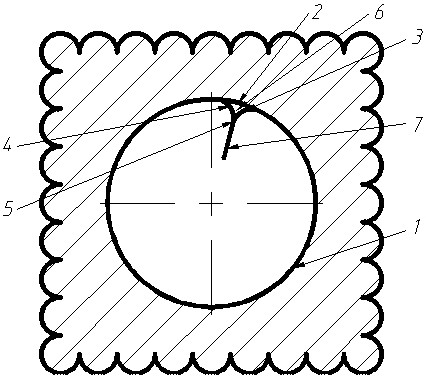
[0024] (1) First, modify the parts library file, identify a part in the parts library whose thickness is 55 mm and the diameter of the inner hole is 100 mm, modify the identified part inner hole geometry in AutoCAD software, and decompose the part geometry into straight line segments and Arc line: select the midpoint 2 of the inner hole contour line 1 of the part, and make a right inscribed arc line 3 with a radius of 10 mm on the inner side of the part inner hole and the left and right sides of the midpoint respectively. The intersection of the side inscribed arc line 4, the right inscribed arc line 3 and the left inscribed arc line 4 is the arc extinguishing point 5 during CNC flame cutting, and the distance betwee...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More