

Production method for thick Z-direction wind power steel
A production method and thick-gauge technology, applied in rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of poor laminar tear resistance, increased user cost, and high production cost, and improve labor production. Efficiency, quality loss cost reduction, scrap rate reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0022] A thick specification Z to wind electric steel production method, in accordance with the following steps, 1, first adjust steelmaking ingredients WT.%: C 0.14, Si 0.36, Mn 1.30, P 0.014, S 0.007, V 0.016, Nb 0.018 ALS 0.033, Ti 0.022, Ca 0.002, the balance is iron and impurities; 2. Designed according to the alloy element, the thickness of the steelmaking smelting is 250mm, the width is 1800mm, and the length is 3.8m, the initial rolling is performed on the thick rolling mill. The thickness of 110 mm has a thickness of 10 mm, and the rolling mill is formed into a finished wind power steel plate having a thickness of 50 mm. The rolling process design parameter: the temperature of the heating furnace temperature is 1240 ° C, the thick rolling temperature is 1050 ° C, the finishing temperature is 790 ° C, the red temperature 580 ° C, where the thick rolling process design parameters are as follows:
[0023] Rough rolling process design:
[0024]
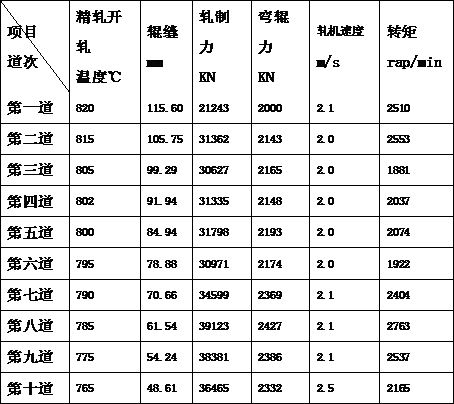
[0025] Fine rolling process...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More