

Dissimilar material brazing gap control method and system
A technology for brazing gaps and dissimilar materials, which is applied in the direction of manufacturing tools, welding equipment, welding/welding/cutting items, etc., can solve the problems of unfavorable promotion and application of similar products, fuzzy control data, increase production cycle, etc., and achieve improvement Effects of predictability, material reduction, guaranteed weld quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0044] This embodiment relates to a method for controlling the brazing gap of dissimilar materials. For example, taking the tube-sheet structure of a certain product as an example, the tube sleeve is on the outside of the plate, and the brazing is an overlapping method. The method includes the following steps:
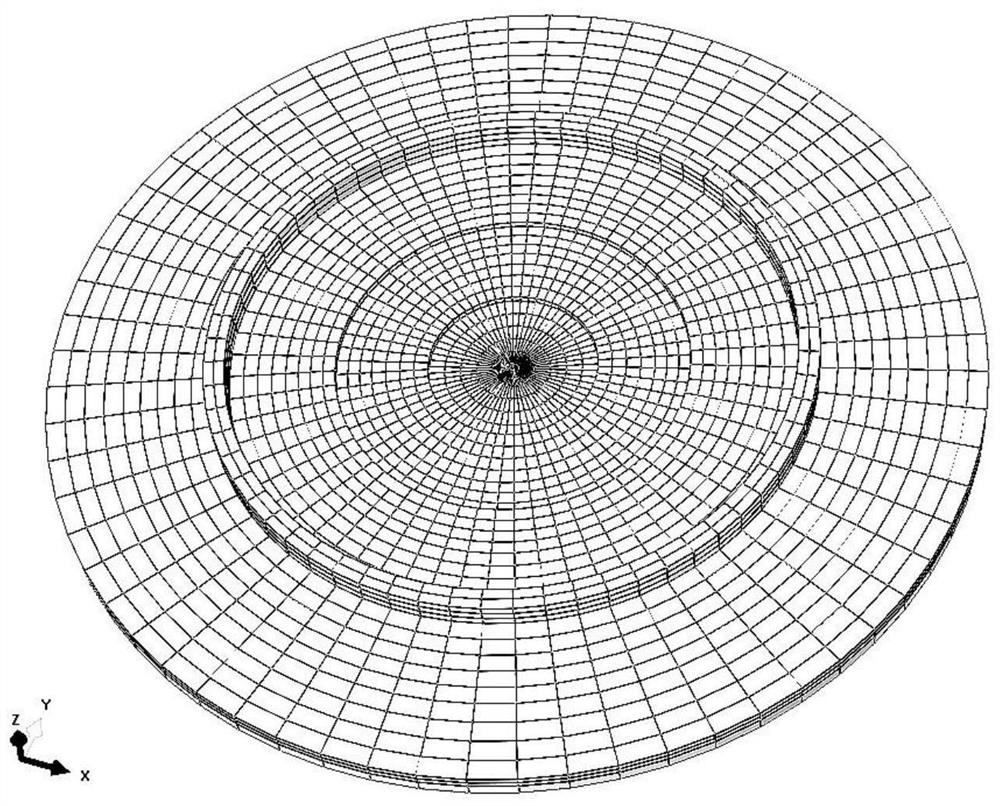
[0045] Step 1. According to the actual structure of the tube structure and plate structure to be assembled, preset a commonly used upper limit of the diameter assembly gap (such as unilateral assembly gap 0.08mm), and draw the proe three-dimensional diagram of each part, establish a three-dimensional geometric model, and Make necessary simplifications to the model, see figure 1 .
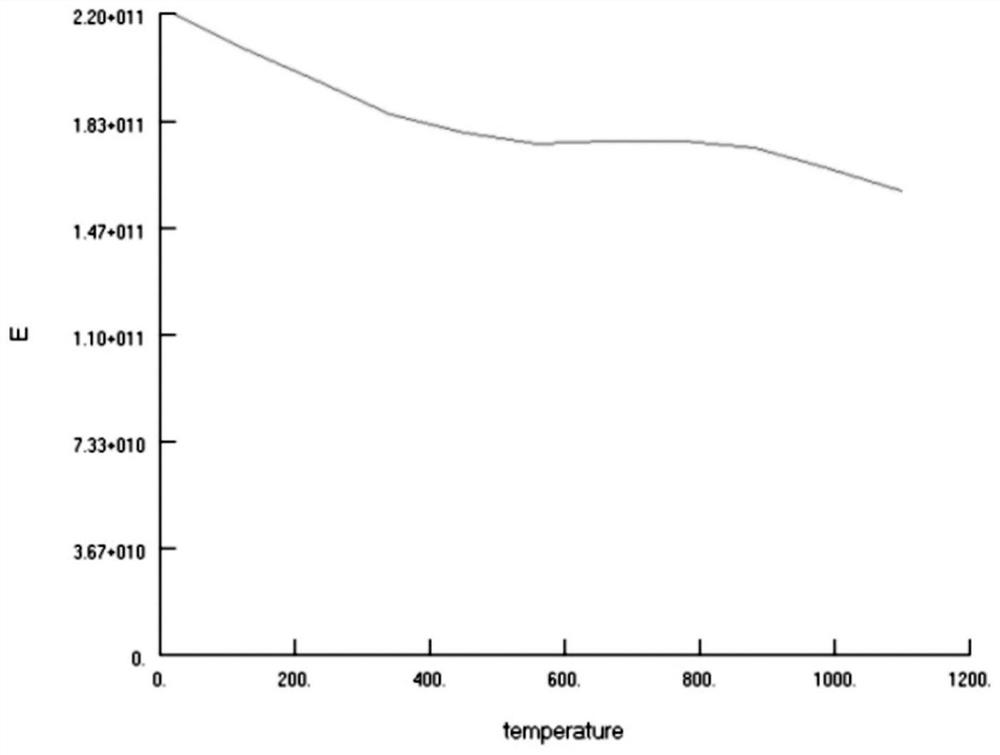
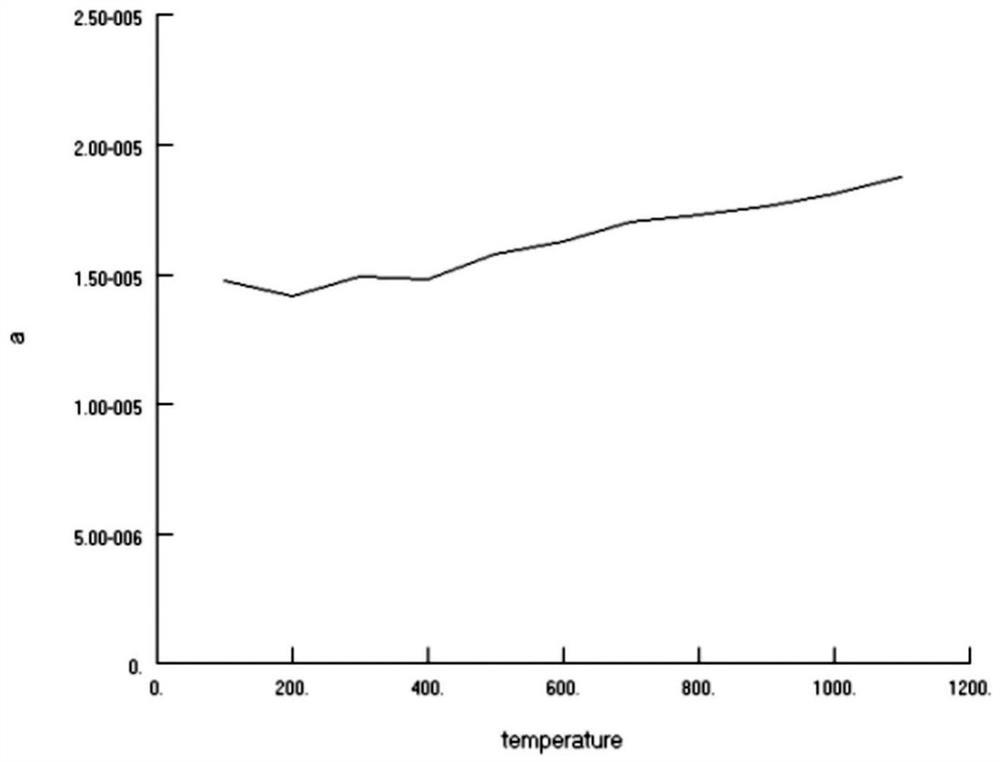
[0046] Step 2. For the material of the part (the tube structure is a superalloy material, and the plate structure is a stainless steel material), query the material performance parameters through the material manual, among which the elastic modulus and thermal expansion coefficient change si...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More