

Method for accurately and efficiently forming front sleeve type plastic part
A high-efficiency and comprehensive technology, applied in metal processing and other directions, can solve the problems of not meeting the requirements of dimensional accuracy and geometric tolerance, difficulty in controlling dimensional accuracy and geometric tolerance, and dimensional deviation, so as to ensure the dimensional and geometric tolerance Requirements, the effect of saving material consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
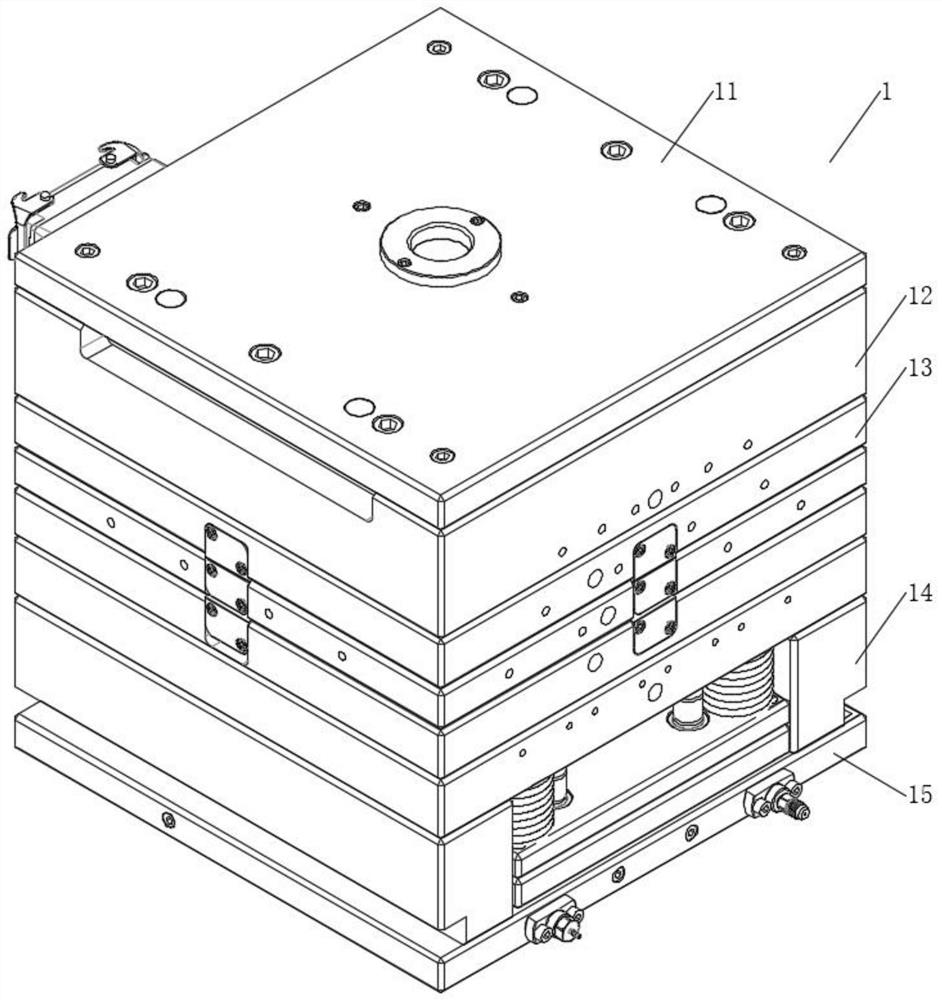
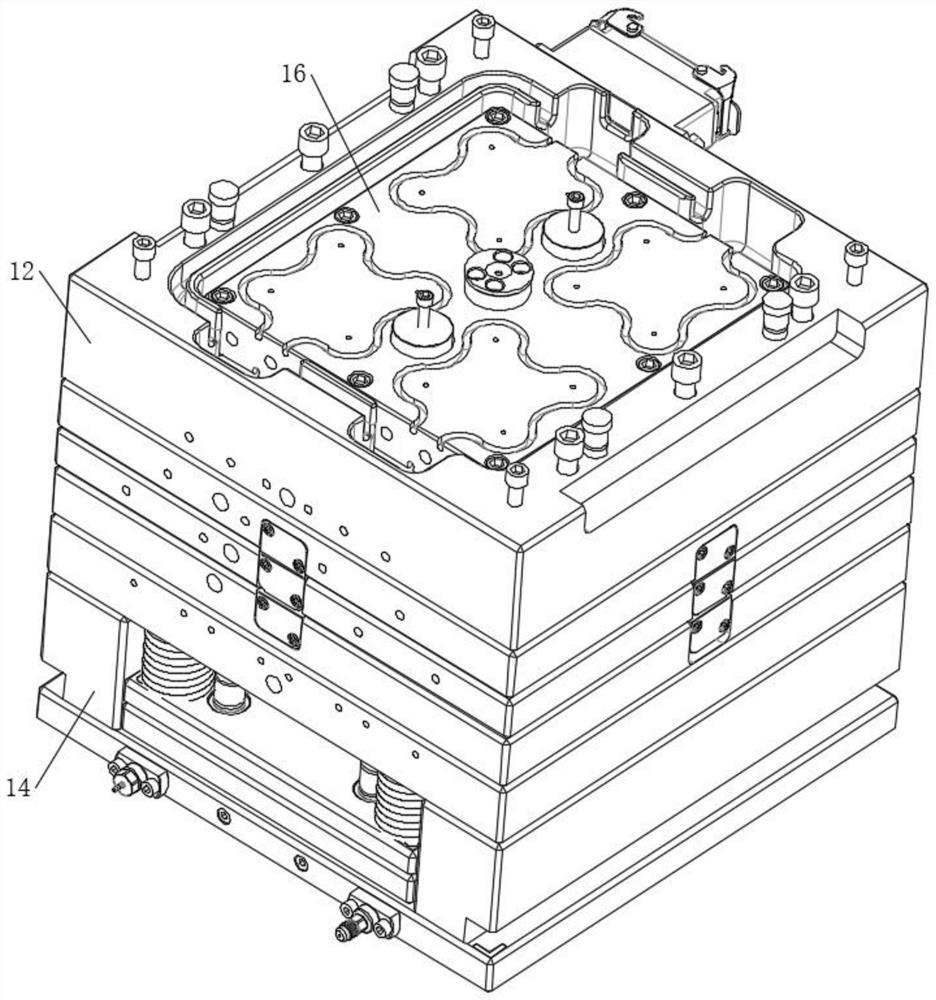
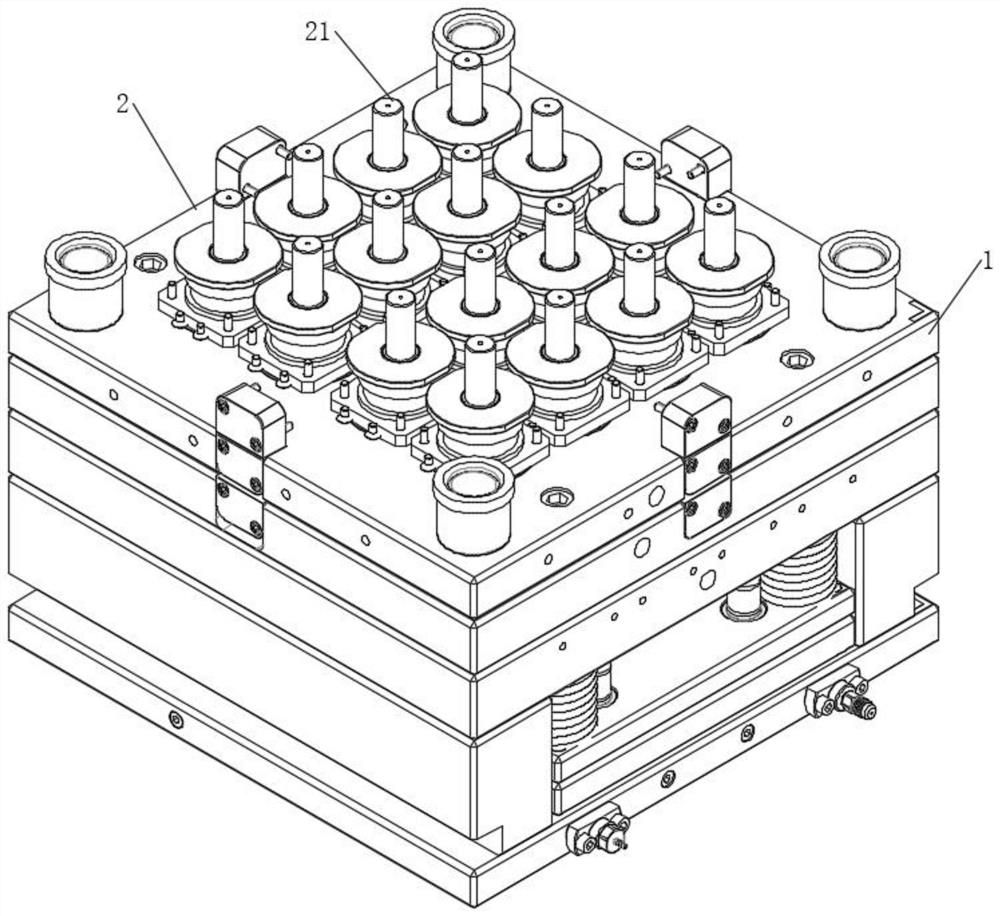
[0040] The present invention provides such Figure 1-13 A method for accurately and efficiently forming front sleeve plastic parts shown includes the following steps:
[0041] S1: Inject the molten material into the mold body 1, so that the molten material flows into the molding device 2 along the top of the mold body 1, and injection molding is performed inside the molding device 2. Disk gate, hot runner The direct-flow cold runner with plate shunt can solve...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More