

Welding wire for 630 DEG C ultra-supercritical G115 heat-resistant steel, preparation method and GTAW using method
An ultra-supercritical, heat-resistant steel technology, applied in welding equipment, welding equipment, arc welding equipment, etc., can solve the problems of unfavorable production site implementation, low high-temperature mechanical properties of welded joints, and easy microcracks, etc., to achieve good welding Effect of manufacturability and resistance to crack susceptibility, excellent impact and high temperature mechanical properties, good welding process and formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0024]The present invention will be further described below in conjunction with embodiment.
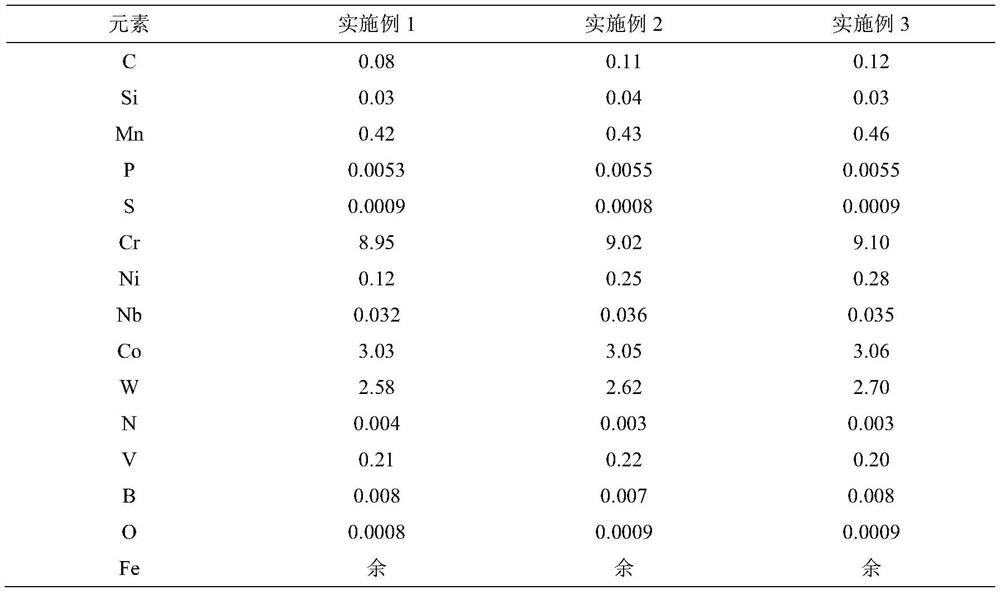
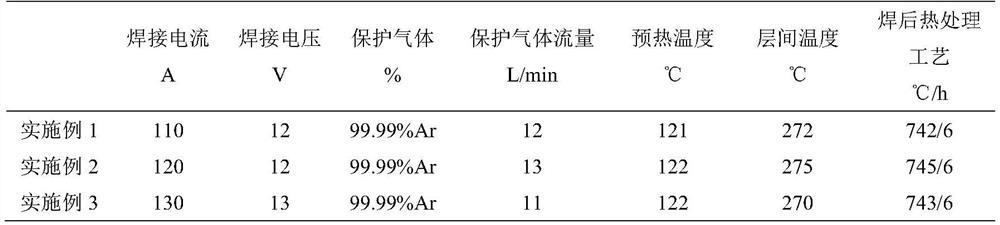
[0025] According to the composition range proposed by the present invention, the composition of the G115 iron-based alloy welding wire produced through smelting, forging, hot rolling, cold drawing and other processes is shown in Table 1. The diameter of the welding wire is Φ2.4mm, and the performance test of the welded joint is carried out using the GTAW welding method , the welding process and heat treatment process are shown in Table 2, and the corresponding properties are shown in Table 3.
[0026] Chemical composition wt.% of welding wire of table 1 embodiment
[0027]
[0028] Table 2 embodiment GTAW welding process and heat treatment process
[0029]
[0030] Table 3 embodiment welded joint performance test
[0031]
[0032]
[0033] The iron-based alloy system, manufacturing method, welding process and post-welding heat treatment method adopted in the present inve...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More