

High-performance plain round bar production process
A production process and technology for round steel bars, applied in the field of high-performance smooth round steel bars, can solve problems such as poor dimensional stability of steel, alloy costs, high rolling costs, and high quality risks, and achieve improved physical properties and excellent yield strength. , the effect of high precision improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Rolled HPB300 high-performance smooth round steel bar Φ12mm:
[0022] Billet material includes the following elements by weight percentage: C: 0.21%, Si: 0.20%, Mn: 0.60%, S: 0.045%, P≤0.045%, the rest is Fe and unavoidable impurities;
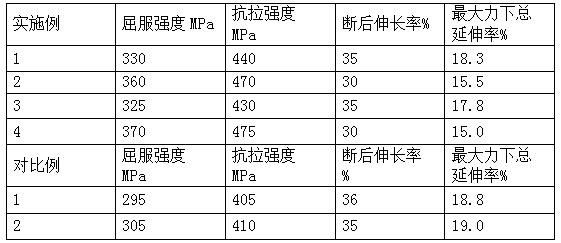
[0023] Its production process adopts converter smelting, argon blowing at the bottom of the furnace, and billet continuous casting process to smelt billets that meet the above weight percentage element components; qualified billets enter the steel rolling heating furnace for heating, and the billet rolling temperature is 940 ° C. K1-K3 adopts rolling guides, roll K1 adopts double-row rolling guides, the gap between rolling guides is zero, and the small roll gap is between 1.5-2.5mm; the temperature of controlled rolling and controlled cooling is 900°C, and the finishing pass system The design scheme of small roll gap and single arc is adopted, and the mechanical properties and product size conform to the national standard GB / T1499.1. Th...
Embodiment 2
[0025] Rolled HPB300 high-performance smooth round steel bar Φ16mm:
[0026] Billet material includes the following elements by weight percentage: C: 0.25%, Si: 0.30%, Mn: 0.80%, S: 0.034%, P: 0.030%, the rest is Fe and unavoidable impurities;
[0027] Its production process adopts converter smelting, argon blowing at the bottom of the furnace, and billet continuous casting process to smelt billets that meet the above weight percentage element components; qualified billets enter the steel rolling heating furnace for heating, and the billet rolling temperature is 960 ° C. K1-K3 adopts rolling guides, roll K1 adopts double-row rolling guides, the gap between rolling guides is zero, and the small roll gap is between 1.5-2.5mm; the temperature of controlled rolling and controlled cooling is 920°C, and the finishing pass system The small roll gap and single arc design scheme are adopted to finally roll out the Φ16mm HPB300 high-performance smooth round steel bar whose mechanical pr...
Embodiment 3
[0029] Rolled HPB300 high-performance smooth round steel bar Φ18mm:
[0030] Billet material includes the following elements by weight percentage: C: 0.21%, Si: 0.20%, Mn: 0.70%, S: 0.036%, P: 0.035%, the rest is Fe and unavoidable impurities;
[0031] Its production process adopts converter smelting, argon blowing at the bottom of the furnace, and billet continuous casting process to smelt billets that meet the above weight percentage element components; qualified billets enter the steel rolling heating furnace for heating, and the billet rolling temperature is 980 ° C. K1-K3 adopts rolling guides, roll K1 adopts double-row rolling guides, the gap between rolling guides is zero, and the small roll gap is between 1.5-2.5mm; the temperature of controlled rolling and controlled cooling is 940°C, and the finishing pass system The small roll gap and single arc design scheme are adopted to finally roll out the Φ18mm HPB300 high-performance smooth round steel bar whose mechanical pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More