

One-fire and one-time billeting die and method for alloy bar material and method for upsetting, extrusion and large deformation
A technology for alloy rods and molds, which is applied in the field of upsetting, extrusion, large deformation, and one-shot blanking molds for alloy rods. It can solve the problems of many alloy processing passes, poor deformation uniformity, high equipment requirements and high energy consumption, and achieve Increase strain, prevent metal outflow, and improve the effect of microstructure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The specific embodiments of the present invention will be described in further detail below with reference to the accompanying drawings and embodiments. The following examples are intended to illustrate the present invention, but not to limit the scope of the present invention.
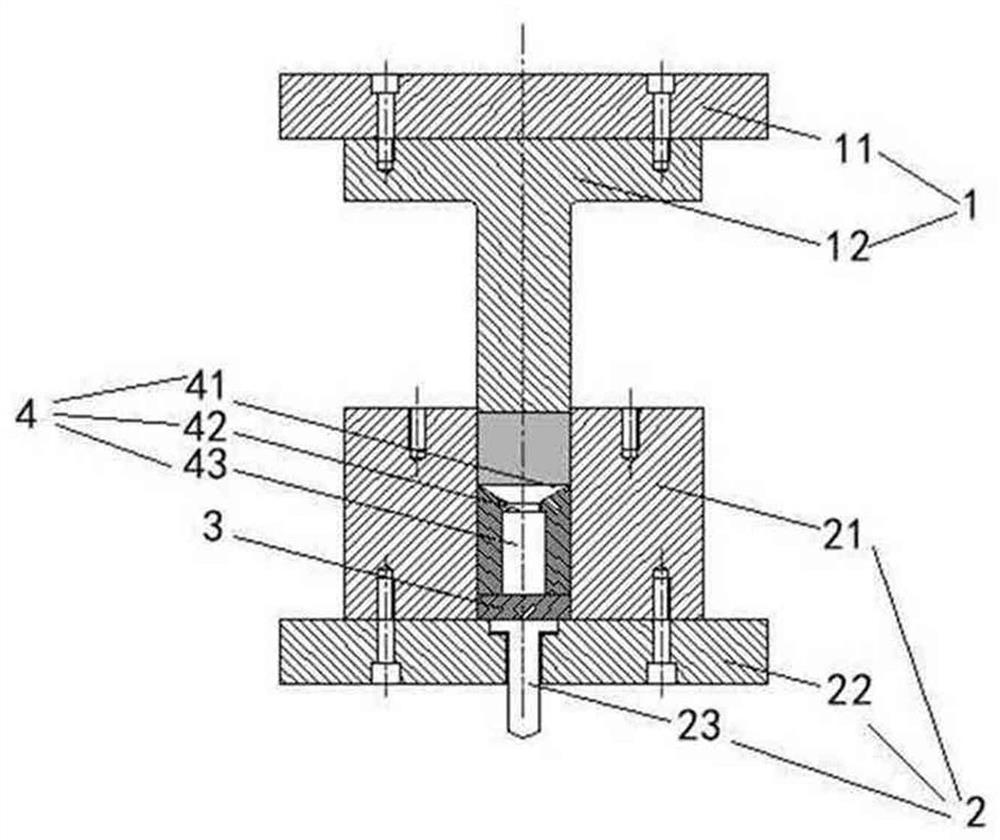
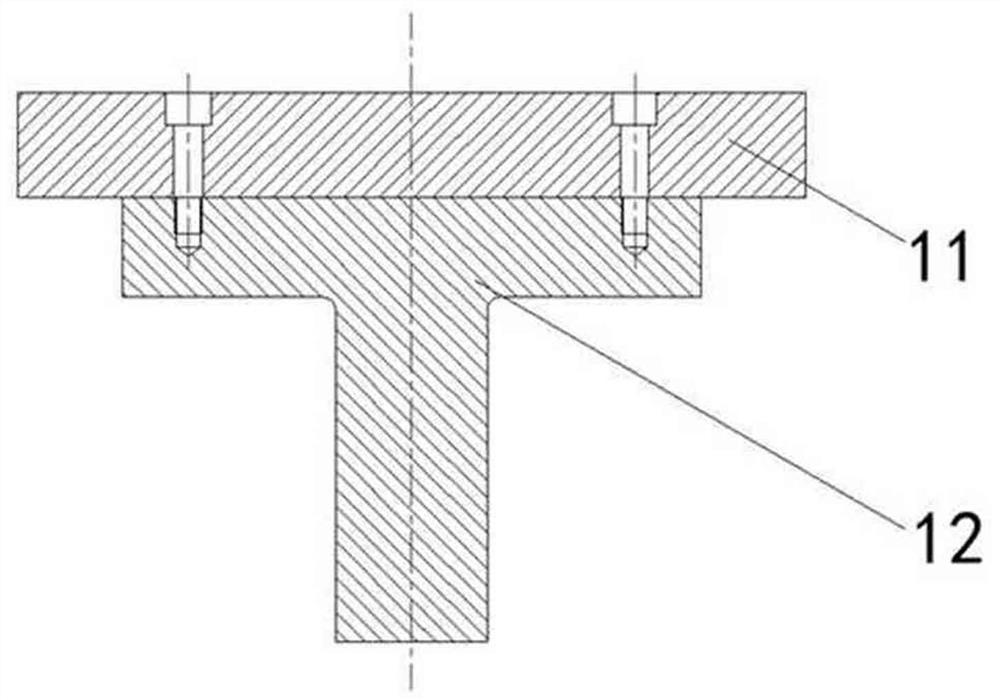
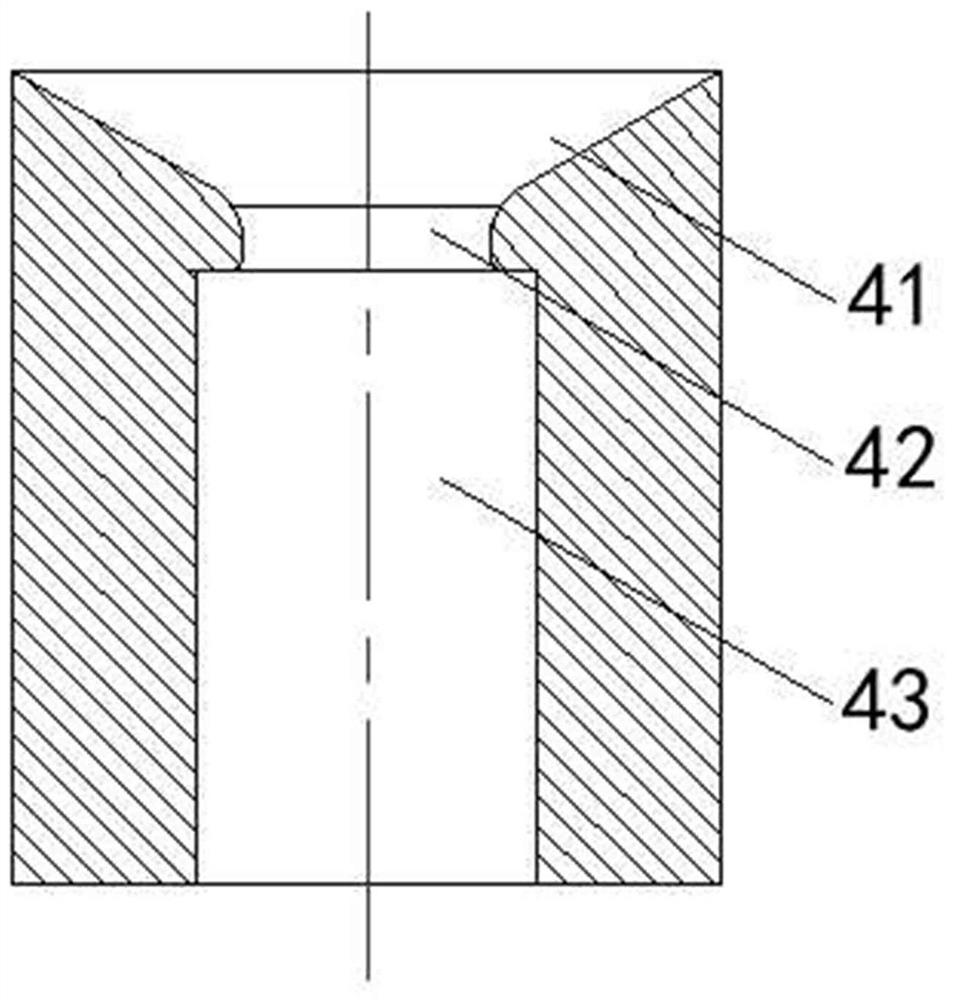
[0041] like Figure 1 to Figure 3 As shown, the present invention provides a primary blanking die for an alloy bar, which includes a first die assembly 1 and an upsetting die 4; the cavity of the upsetting die 4 includes an upper cavity segment that communicates in sequence 41. The middle cavity section 42 and the lower cavity section 43, the inner cavity shape of the upper cavity section 41 is an inverted conical boss, the inner cavity shape of the middle cavity section 42 and the lower cavity section 43 are cylindrical, and the upper cavity shape is cylindrical. The cavity section 41 smoothly transitions to the middle cavity section 42, and there is a difference in cross-sectional area at th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More