

Electromagnetic induction heat compensation device and method for ultra-large H-shaped steel rolling process
A rolling process, H-beam technology, applied in the field of steel manufacturing, to achieve the effects of rapid heating in a short time, suppression of wave phenomenon, and multi-temperature compensation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
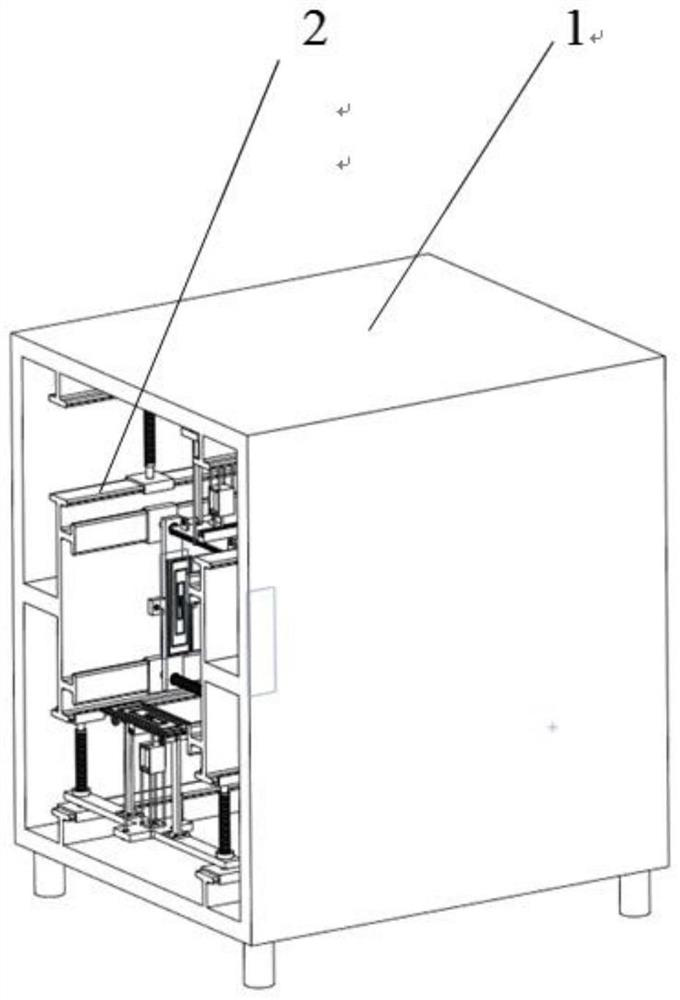
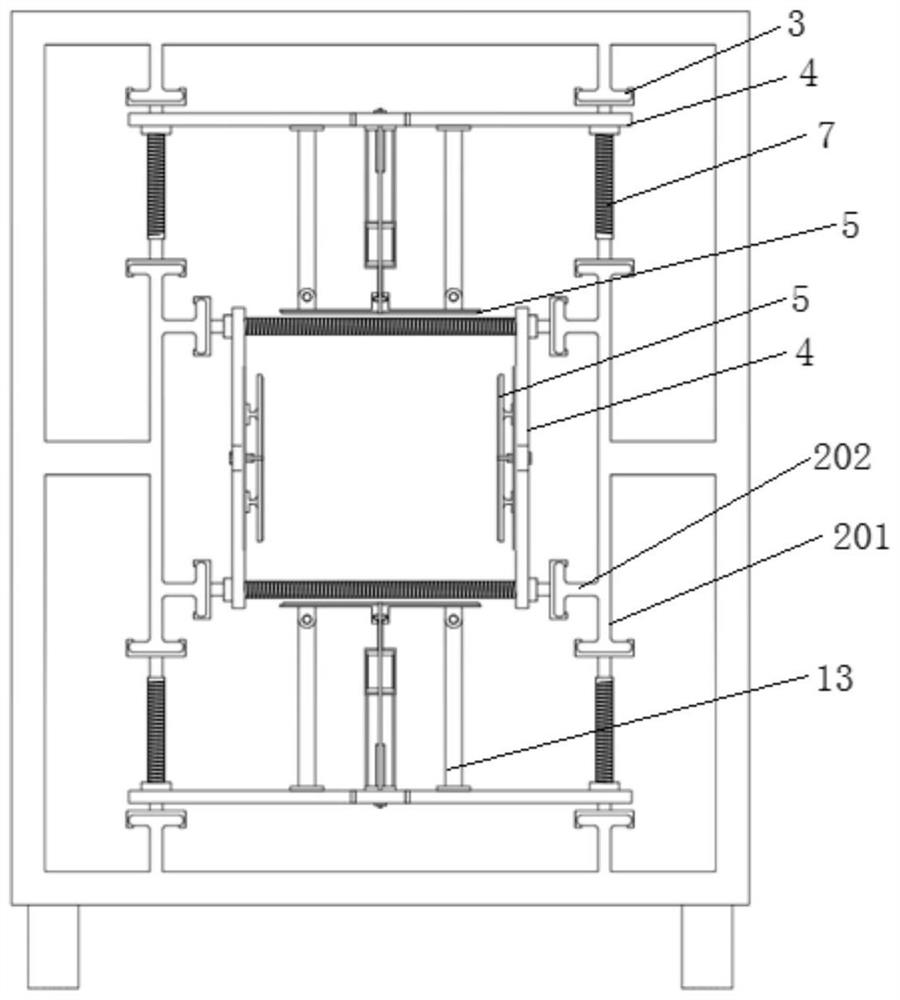
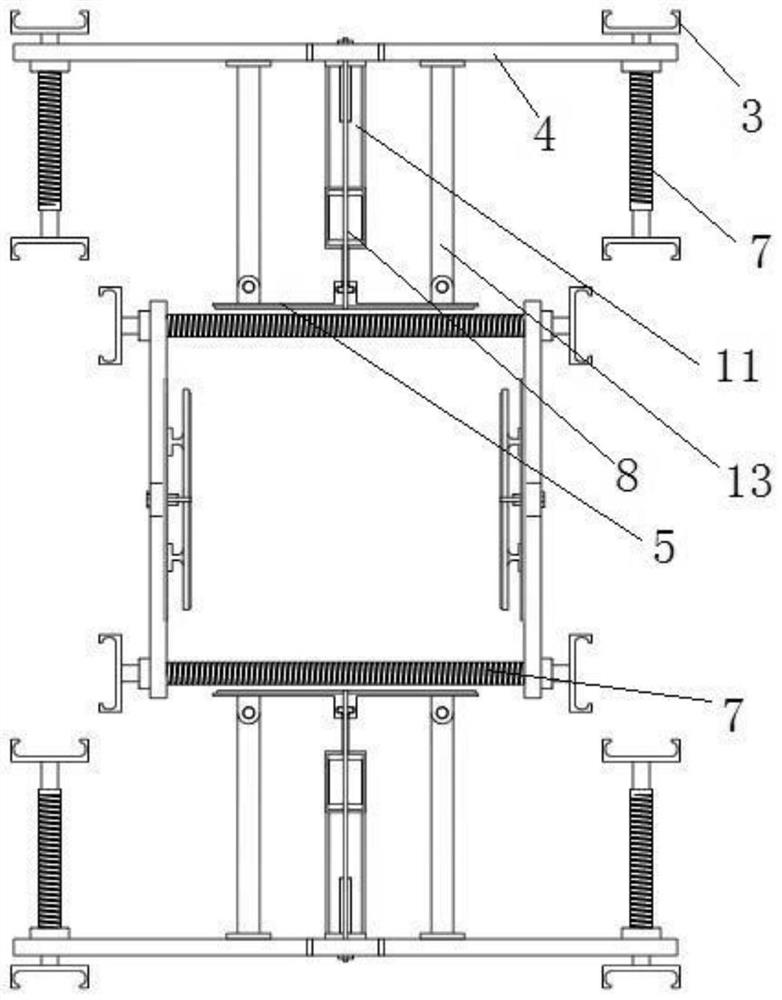
[0049] Example 1: Electromagnetic induction heating device for super-large H-beam rolling process
[0050] The embodiment of the present invention provides an electromagnetic induction heating device used in the rolling process of super-large H-beam, such as Figure 1 to Figure 7 As shown in the figure, the device includes a load-bearing bracket 1, a slide rail 2 and a control unit (not shown in the figure). The adjustment mechanism includes a slider 3, a support plate 4, a heat shield 5, a coil 6, a lead screw 7, a drive unit, a temperature sensor 9 and a distance sensor 10. The slider 3 is arranged on the slide rail 2, and the The slider 3 is connected to the support plate 4 , the heat insulation plate 5 is installed on the support plate 4 , the coil 6 is installed on the heat insulation plate 5 , the temperature sensor 9 and the temperature sensor 9 are installed on the support plate 4 . The distance sensor 10 and the temperature sensor 9 are used to detect the temperature...
Embodiment 2
[0065] Example 2: Electromagnetic induction heating method for super large H-beam rolling process
[0066] Figure 8 Shown is a flow chart of an electromagnetic induction heating method for super-large H-beam rolling process according to an embodiment of the present invention. The embodiment of the present invention discloses an electromagnetic induction heating method for super-large H-beam rolling process. The method is implemented based on the device described in Embodiment 1, as shown in Figure 8 As shown, the method includes:
[0067] Step S101, based on finite element simulation, obtain the initial temperature distribution of the H-beam under different initial sizes;
[0068] Step S102, constructing a temperature difference distribution curve based on the lowest point temperature value;
[0069] Step S103, initialize the coil deflection w and the power P;
[0070] Step S104, adjusting the safety distance S between the lowest point of the coil and the H-beam;
[007...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More