

Purifying method for casting-smelting mag nesium alloy and air blowing apparatus thereof
An air blowing device and magnesium alloy technology are applied in the field of impurity purification to achieve the effects of reducing impurity content, reducing magnesium loss, and reducing human error
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
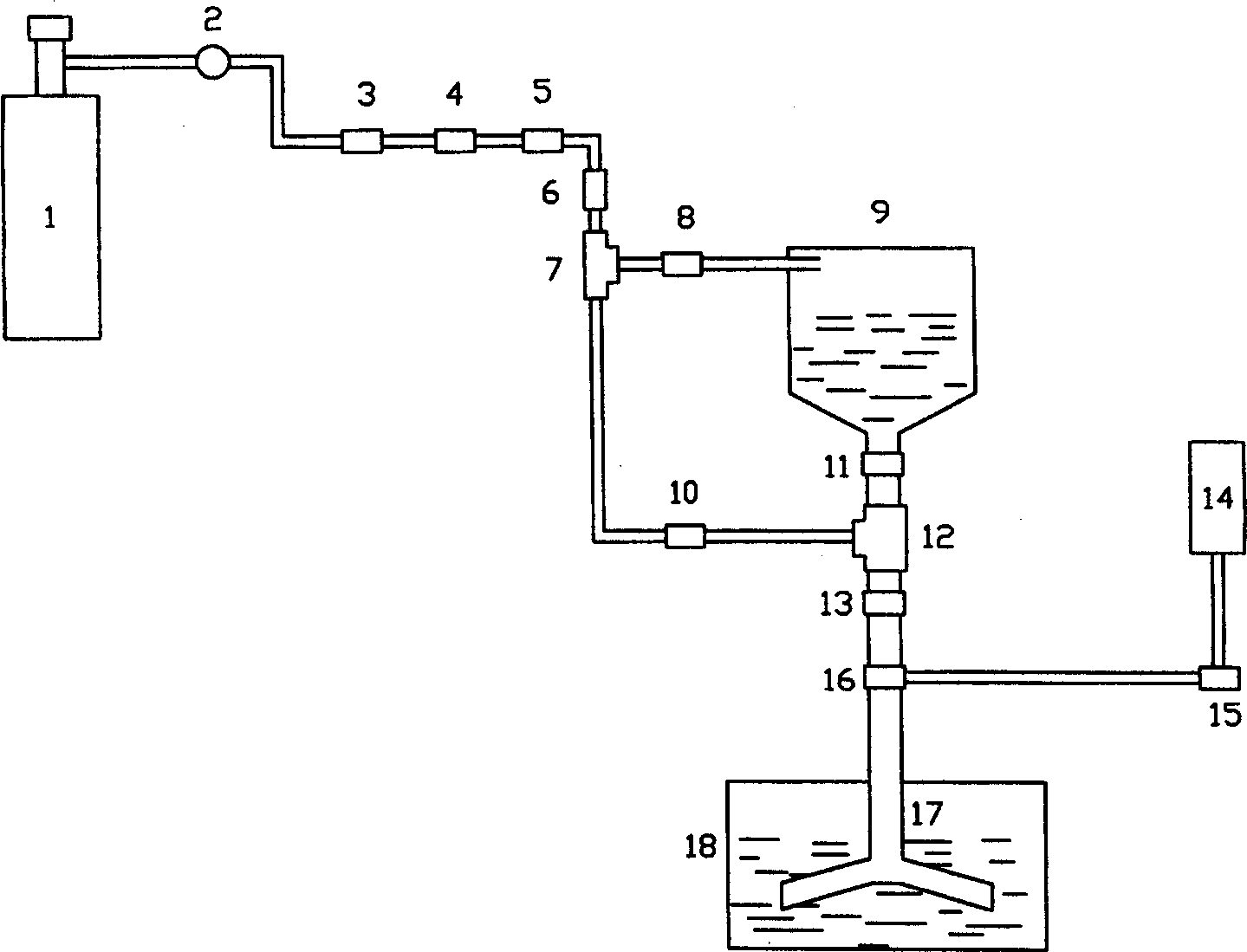
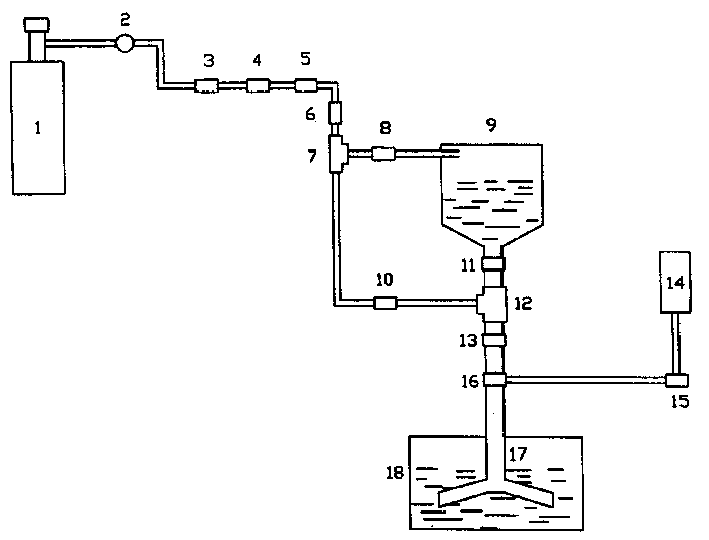
[0016] Casting AM50 magnesium alloy, the raw materials are pure magnesium ingots, pure aluminum, pure zinc and Mn-Al alloys, which are melted in a melting furnace, and the alloy melt is blown and refined at a temperature of 700-730°C, that is, the nozzle of the blowing device is smelted The upper part of the furnace is inserted into the alloy liquid, and the N 2 The airborne impurity removal flux is injected for 10 minutes, the gas pressure is 0.25MPa, the flow rate is 50L / min, and the airborne flux flow rate is 200g / min. Close the flux valve to stop the flux supply, and then continue to separate N 2 The gas is injected for 10 minutes, then the gas supply valve is closed, and it is left to stand for 30 minutes, and then pouring is performed.
[0017] The obtained casting is tested by salt spray test, and the content of inclusions is reduced by two grades compared with the original conventional process, the tensile strength is increased by 20%, the corrosion resistance is impro...
Embodiment 2
[0019] For casting AM50 magnesium alloy, 50% of the raw materials are recycled production waste or castings after service, and the rest are pure magnesium ingots, pure aluminum, pure zinc and Mn-Al alloys, which are melted in a melting furnace, and the alloy melt is at a temperature of 700-730°C For refining, first SO 2 The airborne impurity removal flux was injected for 19 minutes, the gas pressure was 0.5MPa, the flow rate was 95L / min, and the airborne flux flow rate was 100g / min, the flux supply was stopped, and then the SO 2 Gas injection for 20 minutes, standing still for 40 minutes and pouring out of the furnace.
[0020] The obtained casting is inspected by the salt spray test, and the content of inclusions is reduced by one level compared with the original conventional process, the tensile strength is increased by 16%, the corrosion resistance is improved by one level, and the amount of slag produced during smelting is reduced by 10%.
Embodiment 3
[0022] For casting AZ91D magnesium alloy, 50% of the raw materials are recycled production waste or castings after service, and the rest are pure magnesium ingots, pure aluminum, pure zinc and Mn-Al alloys, which are melted in a melting furnace, and the alloy melt is at a temperature of 720-740°C For refining, Ar gas-carrying impurity removal flux is sprayed for 17 minutes first, the gas pressure is 0.35MPa, the flow rate is 60L / min, and the air-carried flux flow rate is 200g / min, the flux supply is stopped, and then Ar gas spraying alone is continued for 20 minutes, and it is left to stand After 30 minutes, it was poured out of the furnace.
[0023] The obtained castings are tested by salt spray test, and the content of inclusions is reduced compared with the original conventional process; two grades, the tensile strength is increased by 15%, the corrosion resistance is improved by two grades, and the amount of slag produced during smelting is reduced by 13%.
[0024] In the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More