Recovery and shaping technology of polyurethane composite waste material
A molding process and polyurethane technology are applied in the field of recycling and reuse of scraps of automobile interior parts, which can solve the problems of secondary pollution and waste of available resources, and achieve the effects of protecting the environment, preventing secondary pollution and improving economic benefits.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
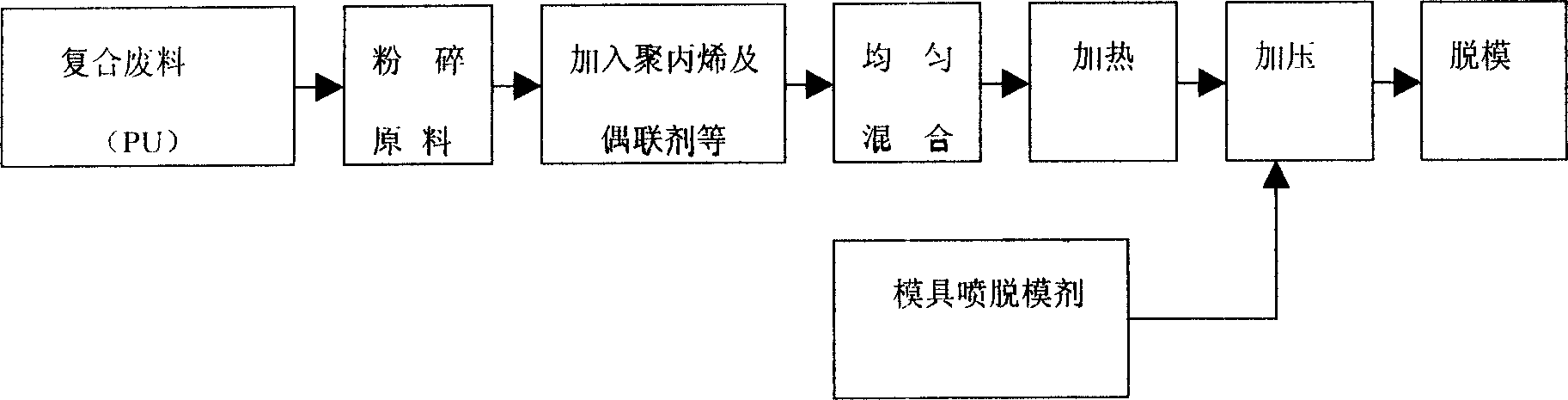
Method used
Image

Examples
Embodiment 1
[0017] In the embodiment of the present invention, take the polyurethane composite scrap of punching and trimming of automotive interior parts as: 33% by weight, pulverize the polyurethane composite scrap with a diameter of 1 mm and add it to the heating mixer in the form of filler, and then add thermoplastic material pure polymer Propylene 48% by weight, the coupling agent is silane coupling agent KH-550, the chemical name is: -glycidyl etheroxypropyl trimethoxysilane: 12% by weight, ethylene bis stearyl EBS lubricating aid is: 7% by weight, uniformly mixed into a mixture; then put the above mixture in a heating container for heating, the heating temperature is: 185 ° C, keep warm for 9 minutes until the mixture enters a molten state, and then move the molten mixture into a mold for Molding, the material transfer time is controlled within 50s, and the material should be transferred quickly to ensure the performance and appearance of the product. In order to prevent the molded...
Embodiment 2
[0020] In the embodiment of the present invention, the polyurethane composite waste material of punching and cutting edge of automobile interior parts is taken as: 41.5% by weight, and the pulverized polyurethane composite waste material is 1.5 mm in length and added in the heating mixer in the form of filler, and then pure polypropylene 42 % by weight, take silane coupling agent KH-550: 11% by weight, take ethylene bisstearyl EBS lubricating aid: 6% by weight and uniformly mix it into a mixture; then put the above mixture in a heating container Heating, the heating temperature is: 190°C, keep warm for 9.5 minutes until the mixture enters the molten state, then move the molten mixture into the mold for pressurization, and control the material transfer time at 60s. Before material transfer, use methyl silicone oil release agent to evenly distribute in the mold to make demoulding easy without damaging the mold. The molten mixture is held in the mold for 4 minutes, the mold press...
Embodiment 3
[0022] In the embodiment of the present invention, the polyurethane composite waste material of punching and cutting edge of automobile interior parts is taken as: 50% by weight, and the polyurethane composite waste material is pulverized into a diameter of 2 mm particles and added in the mixer in the form of filler, and then pure polypropylene is added in the mixer 35% by weight, take silane coupling agent KH-550: 10% by weight and select ethylene bis stearyl EBS lubricating aid: 6% by weight, and uniformly mix it into a mixture; then the above mixture is heated, heated The temperature is: 195°C, keep warm for 10 minutes until the mixture enters the molten state, then move the molten mixture into the mold for molding, and the transfer time is controlled at 70s. Before material transfer, use methyl silicone oil release agent to evenly distribute in the mold. The molten mixture is held in the mold for 5 minutes, the pressure is: 1.6MPa, the cooling temperature is below 70°C and...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com