

Anti-corrosion painting material treatment method for pipeline external surface
A technology of spraying materials and anti-corrosion treatment, which is applied in the direction of pipeline anti-corrosion/rust protection, pipeline protection, damage protection, etc. Strong anode stripping ability, good anti-corrosion performance, and strong root thorn ability for deep-rooted plants
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
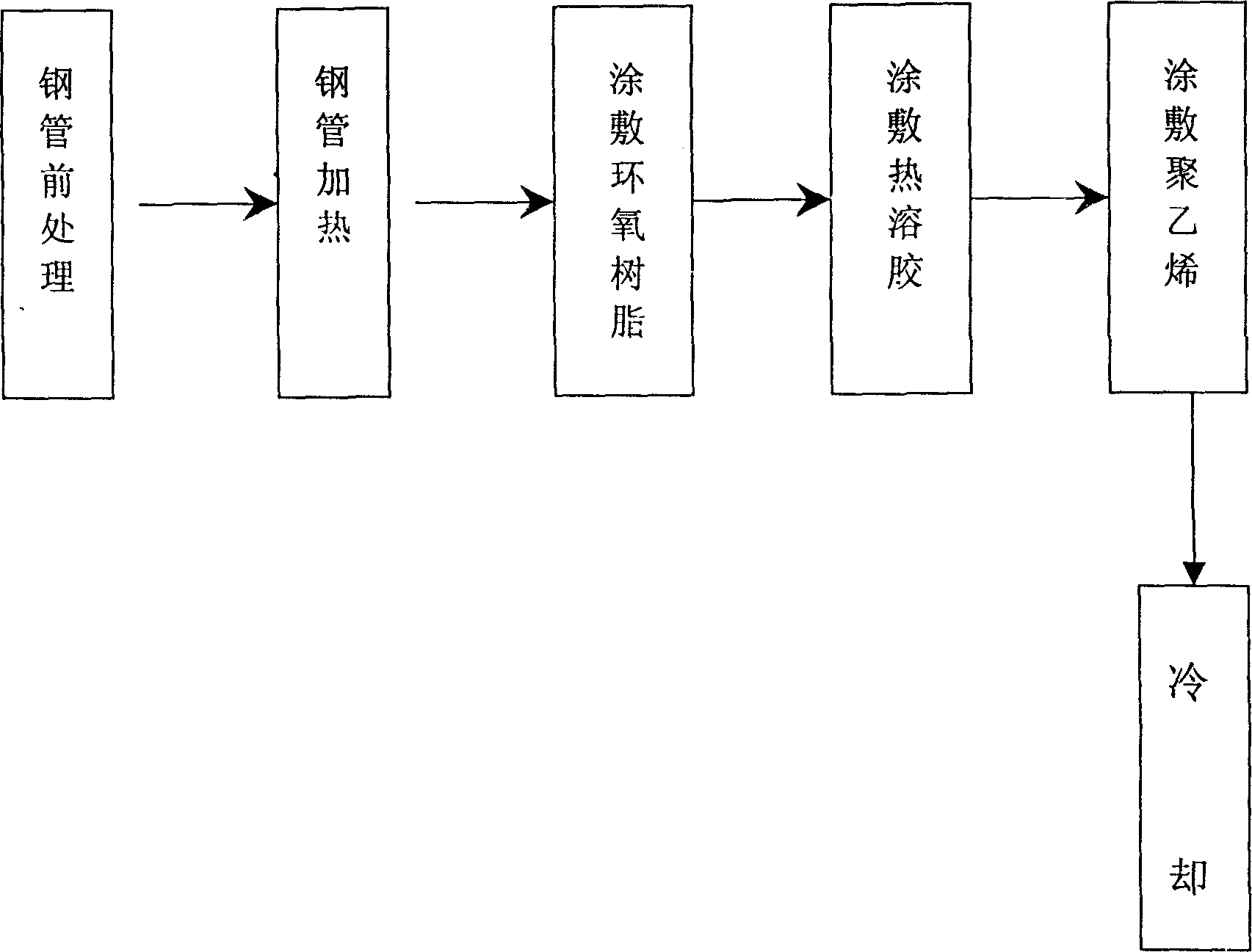
[0037] according to figure 1 Shown technology, the present invention carries out according to the following steps:
[0038] 1. Pre-treatment of steel pipes: sandblasting and trimming the outer surface of steel pipes;
[0039] 2. Steel pipe preheating: the temperature of the preheating furnace is 190°C, and the temperature of the steel pipe reaches 150°C;
[0040] 3. After the steel pipe is preheated, use electrostatic spraying equipment to gradually spray on the outer surface of the steel pipe:
[0041] a. Spray a layer of epoxy resin first: use epoxy resin with a particle size of 100 mesh, control the spraying time per centimeter of pipe within 2 to 3 seconds, and the thickness of epoxy resin after spraying is 0.08mm;
[0042] b. Then spray a layer of hot melt adhesive: use hot melt adhesive with a melting point of 110-120°C, and the thickness of the hot melt adhesive is 0.1mm;
[0043] c. Then spray polyethylene, the thickness of polyethylene is 1mm
[0044] 4. After spr...
Embodiment 2
[0047] 1. Pre-treatment of steel pipes: sandblasting and trimming the outer surface of steel pipes;
[0048] 2. Steel pipe preheating: the temperature of the preheating furnace is 180°C, and the temperature of the steel pipe reaches 160°C;
[0049] 3. After the steel pipe is preheated, spray on the outer surface of the steel pipe step by step
[0050] a. Spray a layer of epoxy resin first, use epoxy resin with a particle size of 130 mesh, control the spraying time per centimeter of pipe within 2 to 3 seconds, and the thickness of epoxy resin at 0.09mm
[0051] b. Continuously spray a layer of hot melt adhesive, use hot melt adhesive with a melting point of 110-120°C, and the thickness of the hot melt adhesive is 0.2mm
[0052] c. Then spray polyethylene, the thickness of polyethylene is 1.5mm
[0053] 4. After spraying three layers of materials, the steel pipe needs to be solidified and leveled at 210°C for 35min. 5. The steel pipe is taken out of the furnace and cooled to c...
Embodiment 3
[0055] 1. Pre-treatment of steel pipes: sandblasting and trimming the outer surface of steel pipes;
[0056] 2. Steel pipe preheating: the temperature of the preheating furnace is 210°C, and the temperature of the steel pipe reaches 170°C;
[0057] 3. After the steel pipe is preheated, spray on the outer surface of the steel pipe step by step
[0058] a. Spray a layer of epoxy resin first, use epoxy resin with a particle size of 100 mesh, control the spraying time per centimeter of pipe within 2-3 seconds, and the thickness of epoxy resin is 0.085mm;
[0059] b. Then spray a layer of hot melt adhesive, using hot melt adhesive with a melting point of 110-120°C, and the thickness of the hot melt adhesive is 0.15mm;
[0060] c. Then spray polyethylene, the thickness of polyethylene is 1mm;
[0061] 4. After spraying the three-layer material, the steel pipe needs to be cured and leveled at a temperature of 210°C for 30min.
[0062] 5. The steel pipe is taken out of the furnace,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More