Method for forming pipe fittings by cold extrusion
A cold extrusion and pipe technology, applied in other manufacturing equipment/tools, heat treatment equipment, heat treatment process control and other directions, can solve the problems of unguaranteed quality, non-conformity, difficult shape control, etc., to achieve performance and chemical composition without changing the structure , The effect of high dimensional and geometrical tolerance accuracy, reducing material cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] A processing method of the ¢219 equal-diameter tee according to the present invention.
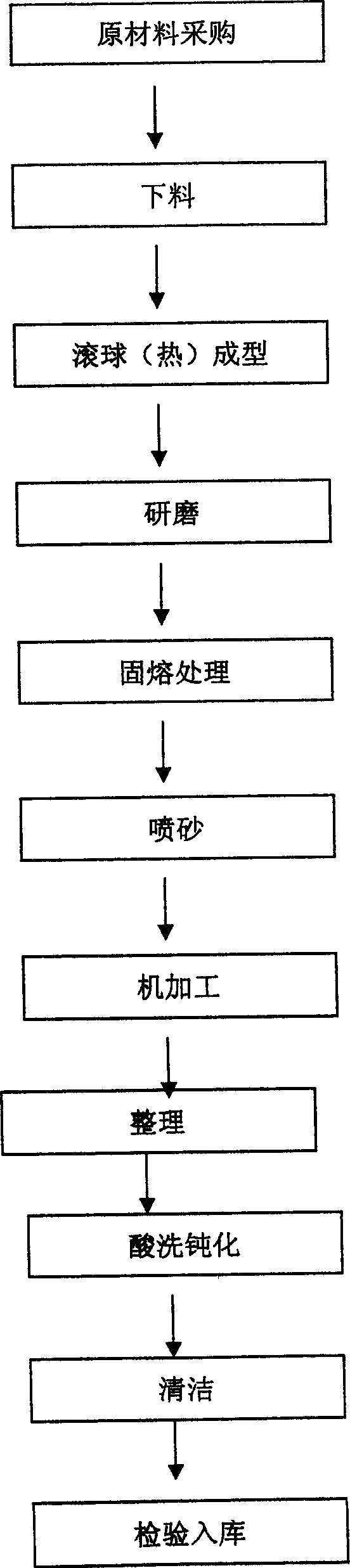
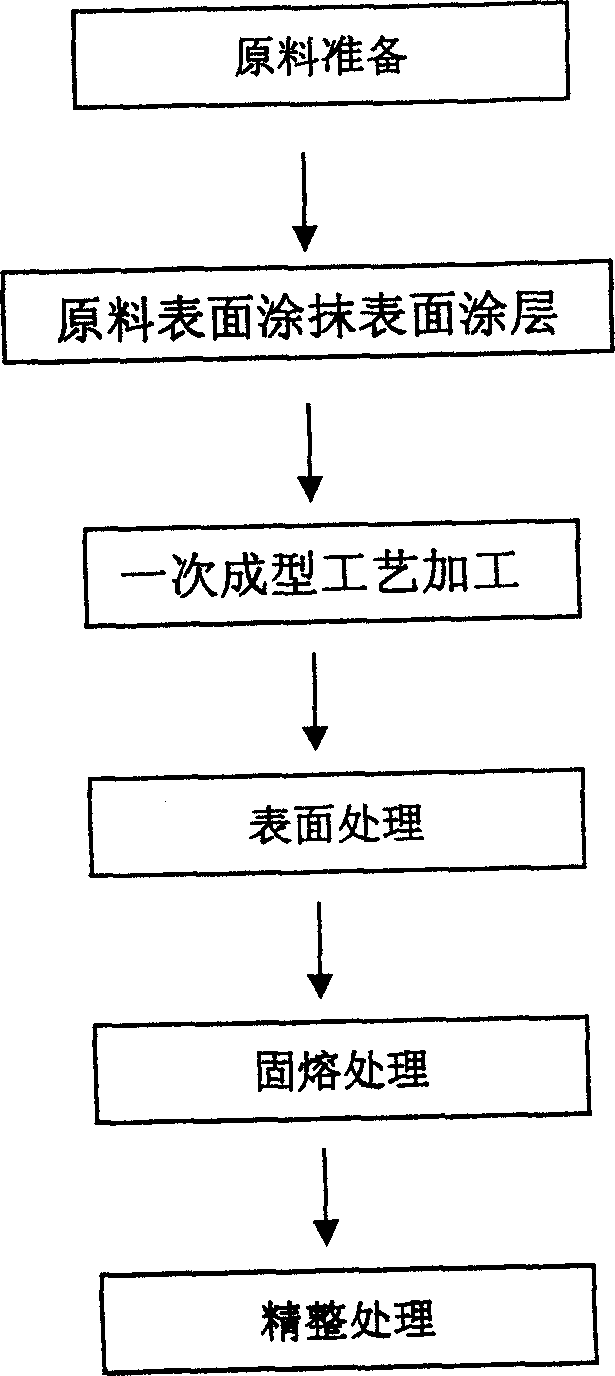
[0044] ①Prepare raw material pipes for pipe fittings to be processed; raw materials are seamless steel pipes, blanking: ¢219×510.
[0045] ②Apply the surface coating evenly on the inner and outer surfaces of the raw material pipe, and apply it twice; the surface coating consists of three components: gypsum, machine oil and lubricating grease in a weight ratio of 1: (3-10): (0.1-0.8) mixed. The thickness of the surface coating is 100-250 μm. Here, the mechanical oil is 46# hydraulic oil, and the lubricating grease is lard, specifically: 1 kg of gypsum with a particle size of 500 mesh, 46# hydraulic oil 5 kg, and lard: 0.25 kg. When in use, mix gypsum, 46# hydraulic oil, and lard together, stir evenly, and brush the inside and outside of the tube by hand or mechanically. The thickness of the surface coating is 150 μm.
[0046] ③For the raw material pipe with surface coating, the ex...
Embodiment 2
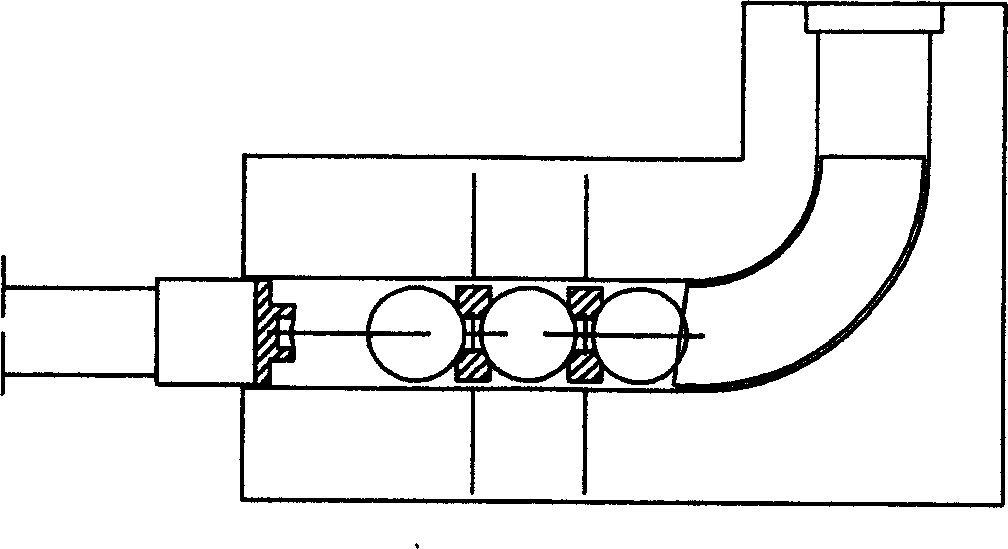
[0061] A processing method of ¢219 elbow according to the present invention.
[0062] ①Prepare raw material tubes for pipe fittings to be processed; raw materials are seamless steel tubes, blanking: ¢219×660.
[0063] ② Evenly smear the surface coating on the inner and outer surfaces of the raw material, and apply it twice; the surface coating is mixed by three components of gypsum, machine oil and grease in a weight ratio of 1: (3-10): (0.1-0.8) made. The thickness of the surface coating is 100-250 μm. Here machine oil selects butter for use, lubricating grease selects lard for use, specifically: 1 kilogram of gypsum, its granularity is 400 orders, 3 kilograms of butter, lard: 0.8 kilogram. When in use, mix gypsum, butter, and lard together, stir well, and brush on the outside of the tube by hand or mechanically, with a coating thickness of 100 μm.
[0064] ③The raw material pipe with surface coating is protected by internal and external molds, and axial pressure is applie...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com