

Smart card body, manufacturing method thereof, smart card, installation method thereof and belt carrier
A manufacturing method and smart card technology, applied in the field of smart cards, can solve problems such as inflexibility and achieve the effect of simplifying manufacturing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
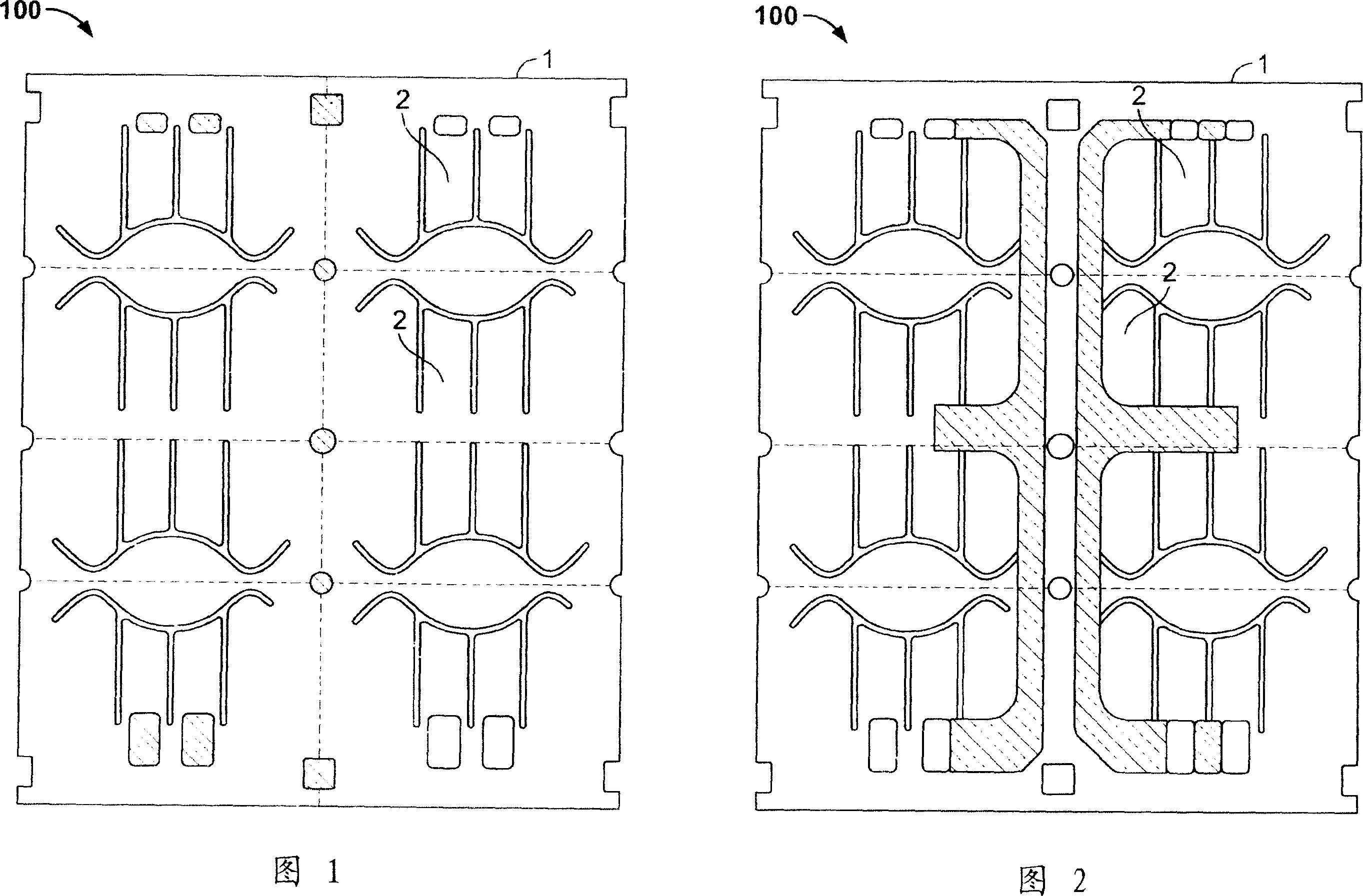
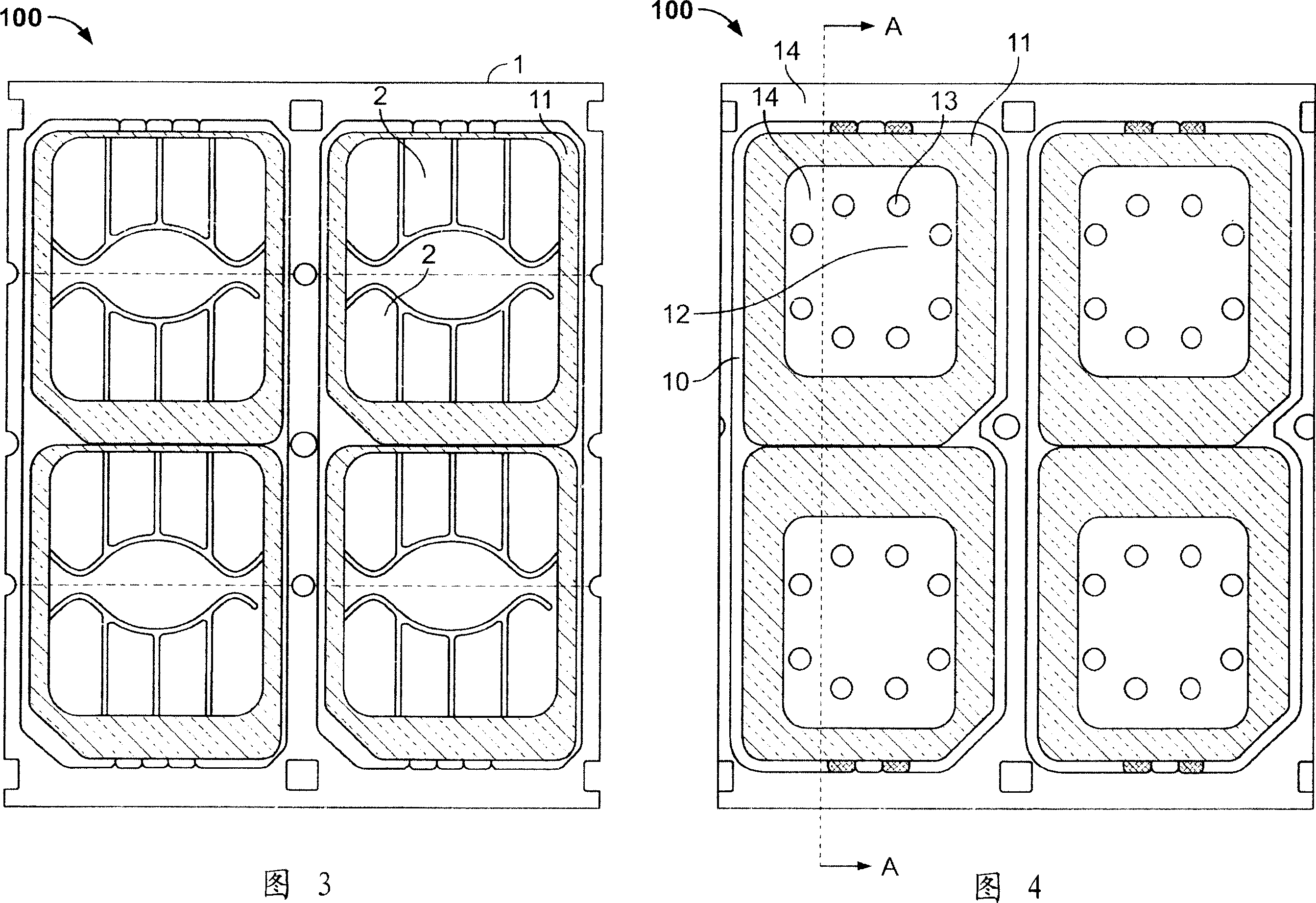
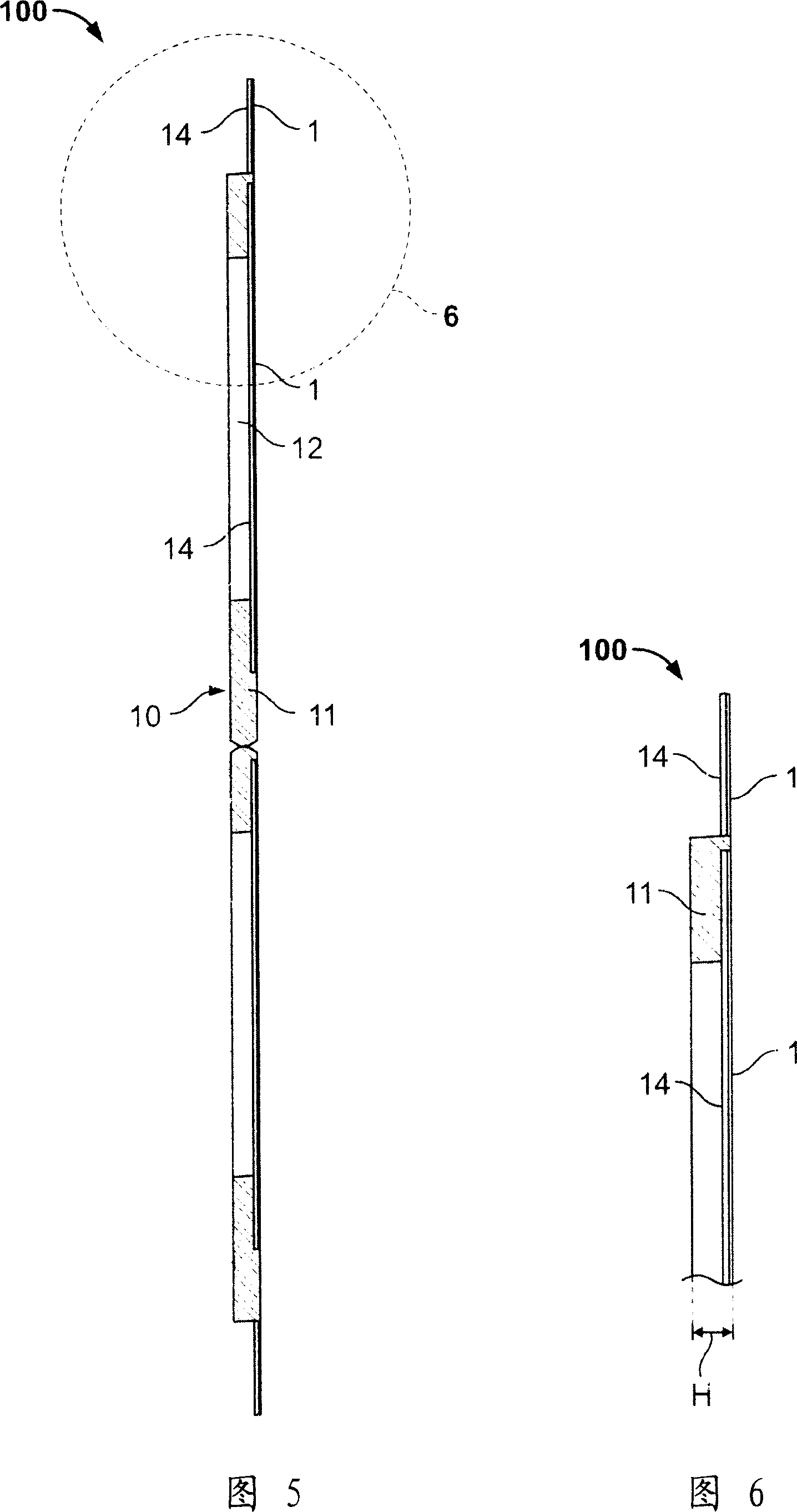
[0031] Figures 1, 2 and 3 show top views of the first surface of the carrier tape. Figure 4 shows a top view of a second surface opposite the first surface. Therefore, Fig. 1, Fig. 2 and Fig. 3 and Fig. 4 show top views of two sides of a smart card body according to the present invention.
[0032] As can be seen from FIG. 1 , a large number of smart card bodies 10 are manufactured on a carrier tape 100 . The carrier strip 100 is formed from an electrically conductive layer 1 , which preferably consists of a copper sheet. However, other conductive materials such as aluminum may also be used. The carrier tape 100 preferably consists of a roll of the conductive layer 1, so that a large number of smart card bodies 10 can be produced using the roll-to-roll method.
[0033] A method of manufacturing a smart card body 10 including a semiconductor chip will be explained with the aid of FIGS. 1 , 2 and 3 .
[0034] Firstly, holes are drilled in the conductive layer 1 and a lead fra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More