

Golf head and welding method thereof
a golf head and welding method technology, applied in the field of golf head and welding method thereof, can solve the problems of poor welding quality, relatively large gaps, and low production efficiency of the conventional method of welding the golf head, and achieve the effects of improving welding speed, improving welding quality, and improving welding speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
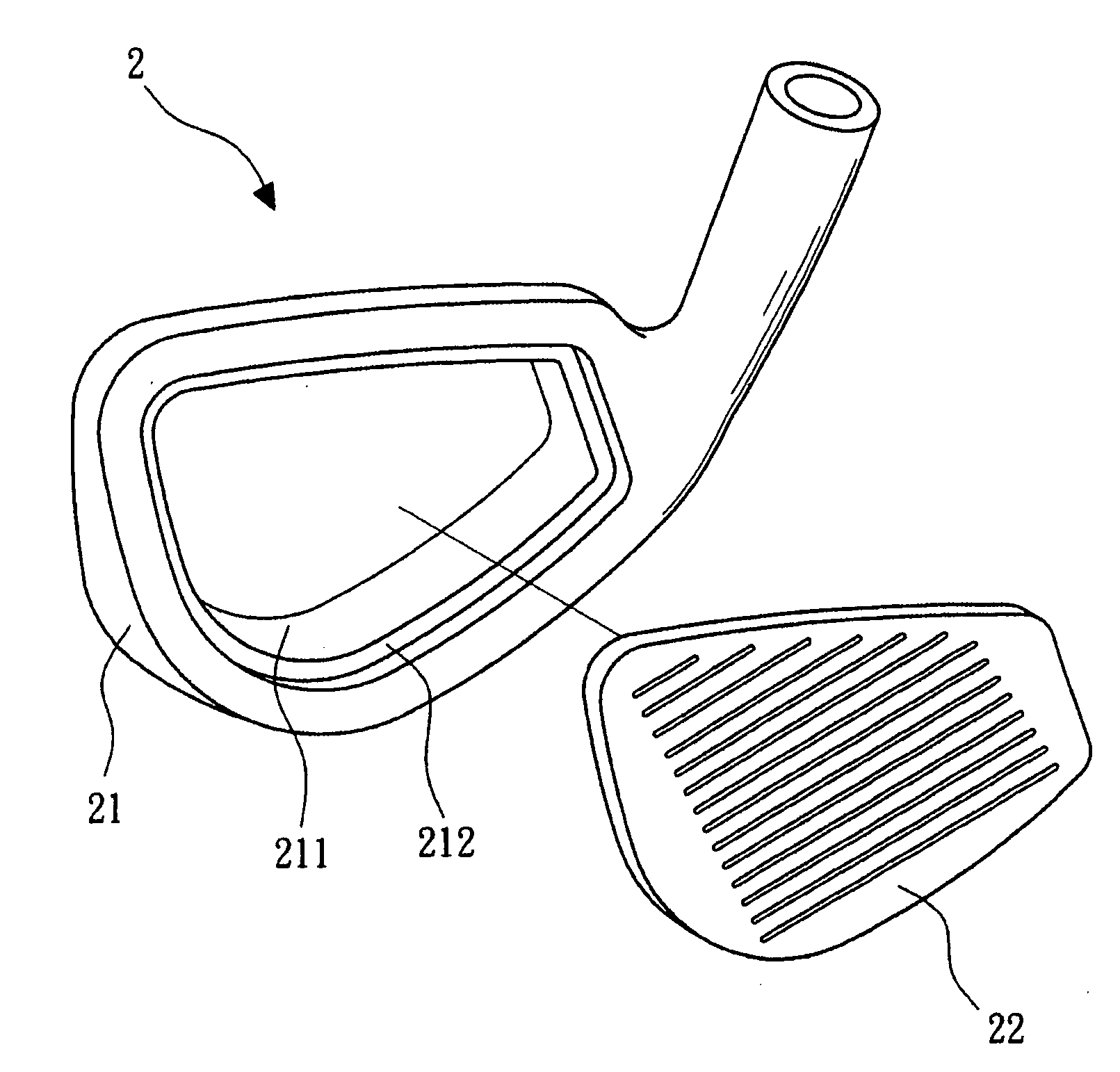
[0034]Referring to FIGS. 2A and 2B, they are schematic views of a golf head according to a first embodiment of the present invention. The golf head 2 comprises a metal body 21 and a metal plate 22. The metal body 21 has an opening 211 with a first welding surface 212. In the embodiment, the first welding surface 212 is configured to have a right angle. The shape of the metal plate 22 matches that of the opening 211. The metal plate 22 is a striking surface, and has a second welding surface 221 opposite to the first welding surface 212. The second welding surface 221 has at least one second bump 222. In the embodiment, the second bump 222 is an annular flange, as shown in FIG. 2C. In other applications, the second bump222 can also be a round protrusion, as shown in FIG. 2D, or an elongated bump, as shown in FIG. 2E.
[0035]It should be noted that, the first welding surface 212 can also have at least one first bump 213, as shown in FIG. 2F. Alternatively, the first bump 213 and the seco...
PUM
| Property | Measurement | Unit |
|---|---|---|
| shape | aaaaa | aaaaa |
| shapes | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More