

Method for processing high speed steel screw tap
A process method and a taper processing technology, which are applied in the field of high-speed steel tap processing technology, can solve problems affecting the life and precision stability of high-speed steel taps, insufficient austenite transformation, and affecting the life of high-speed steel taps, etc., to achieve increased strength, reducing the amount of retained austenite, and improving the effect of surface stress state
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] High speed steel material W9Mo3Cr4v, tap size M24
[0023] Step 1 is the same as the background technology, that is, blanking, turning both ends, turning the outer circle, milling square, turning thread, turning the front edge and milling the spiral groove.
[0024] Step 2 is the improved heat treatment, that is, step quenching at 1230°C, cooling down to room temperature and then performing cryogenic treatment at -160°C for 9 hours, the cooling rate is 5°C / min, then returning to room temperature, and then tempering twice at 560°C×1h .
[0025] The third step is finishing, that is, polishing the spiral groove, grinding the center hole, grinding the front, grinding the outer circle of the shank blade, grinding the thread, marking, and relief grinding the front.
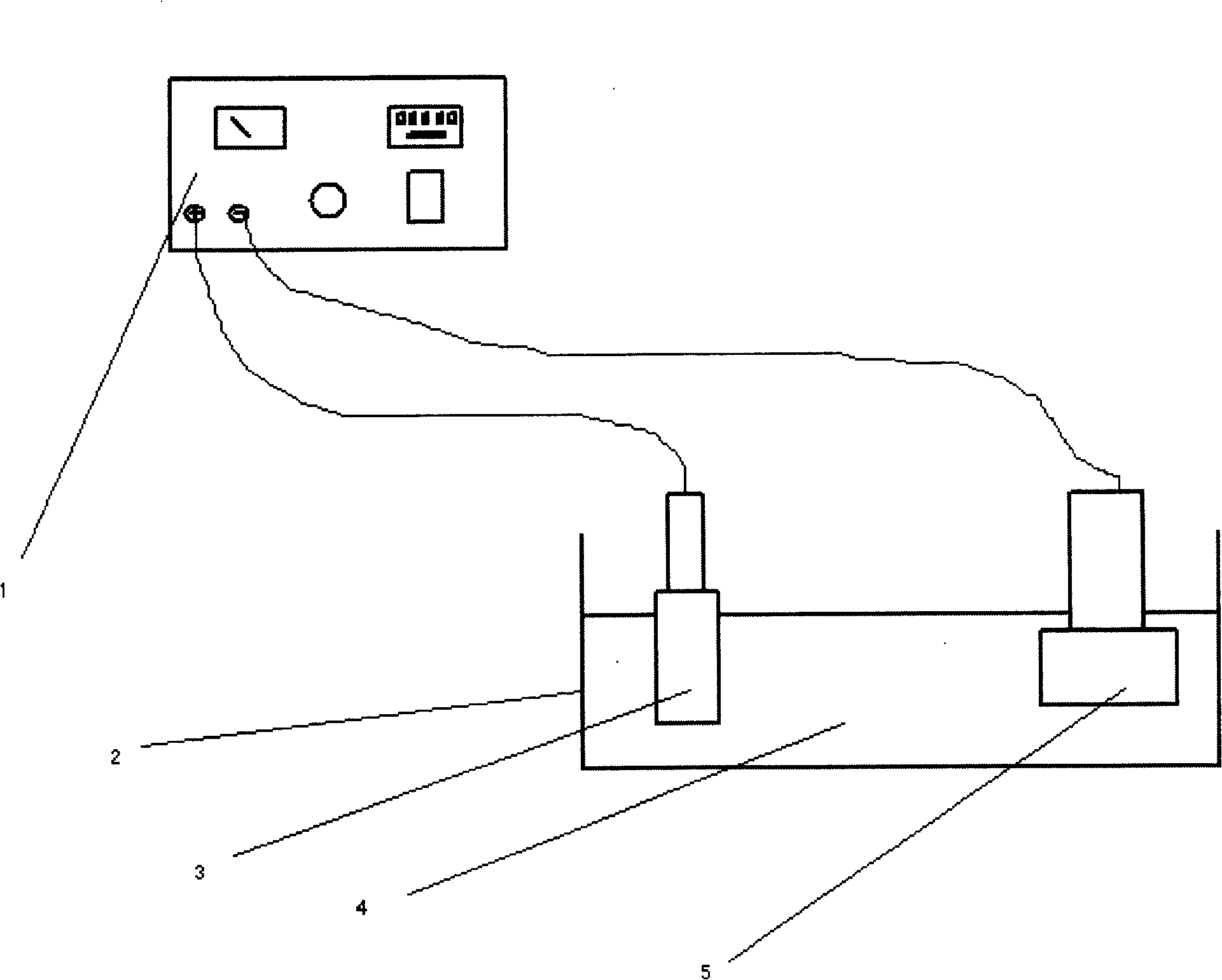
[0026] Step 4 is blade shape processing, such as figure 1 As shown, connect the tap 3 and the graphite 5 to the positive and negative electrodes of the power supply 1 respectively, and put them together into 3...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More