

Method of welding electrode for vacuum consumable arc-melting
A technology of vacuum consumable arc and welding method, which is applied in the direction of arc welding equipment, welding equipment, welding/welding/cutting items, etc., which can solve the problems of equipment and material loss, point-like pits, equipment impact, etc., and achieve Good effect, strong after welding, large welding contact area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
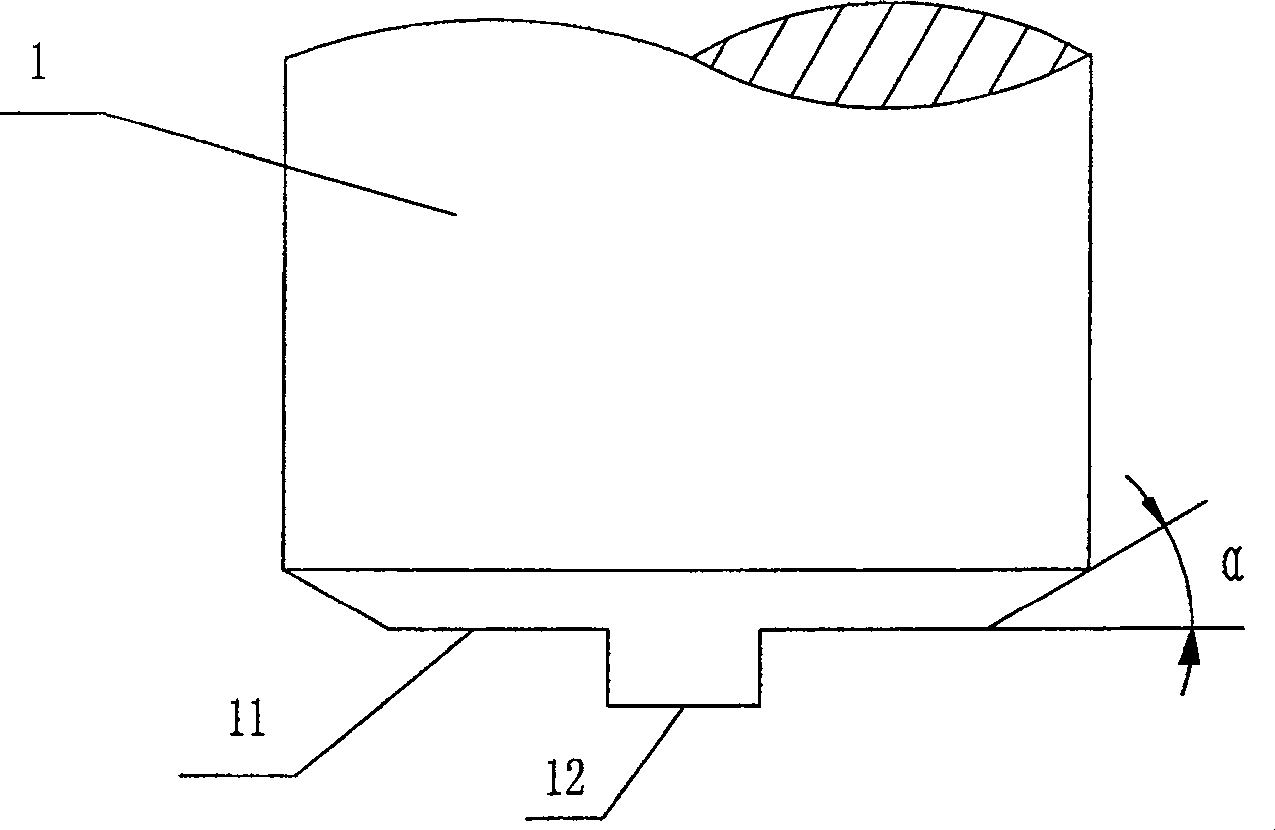
[0017] like figure 1 As shown, the welding end of the upper electrode 1 is turned downward and the welding end is turned into a boss 11. The middle part of the boss 11 is processed with a raised part 12 at the center of the upper electrode, and the outer circumference of the welding end of the upper electrode 1 is inverted. Angle α.
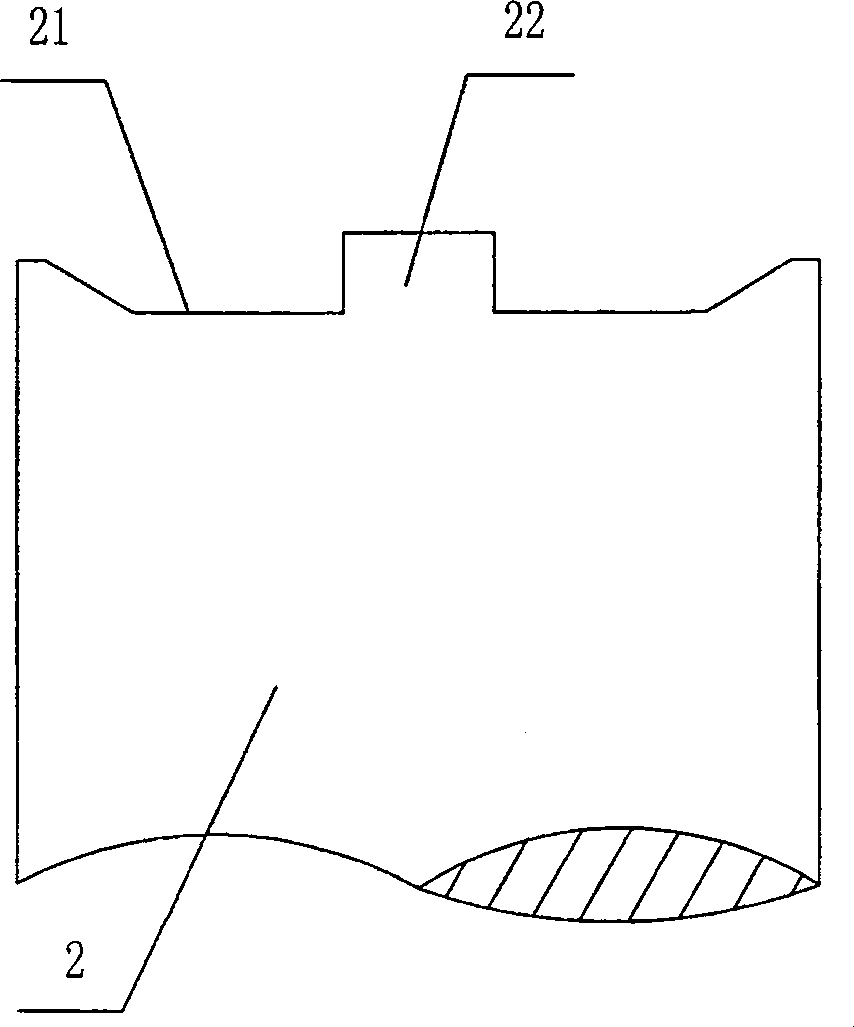
[0018] like figure 2 As shown, the welding end of the lower electrode 2 is turned upwards, and the welding end is turned into a groove 21 , and the middle part of the groove 21 is processed with a lower electrode core protrusion 22 .
[0019] Taking Φ160mm electrode welding as an example, a welding method for electrodes used in vacuum consumable arc melting of refractory metal alloys, the preparation process includes:
[0020] (1) According to the sequence of electrode melting, the two ends of the butt-welded upper ele...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More