

Method for rolling pure titanium rod and wire
A technology for rods and wires and pure titanium, which is applied in the processing field of pure titanium rods and wires, can solve the problems of high energy consumption, low rolling speed, uneven structure, etc., and achieve the effects of reducing energy consumption, improving production efficiency, and excellent structure and performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
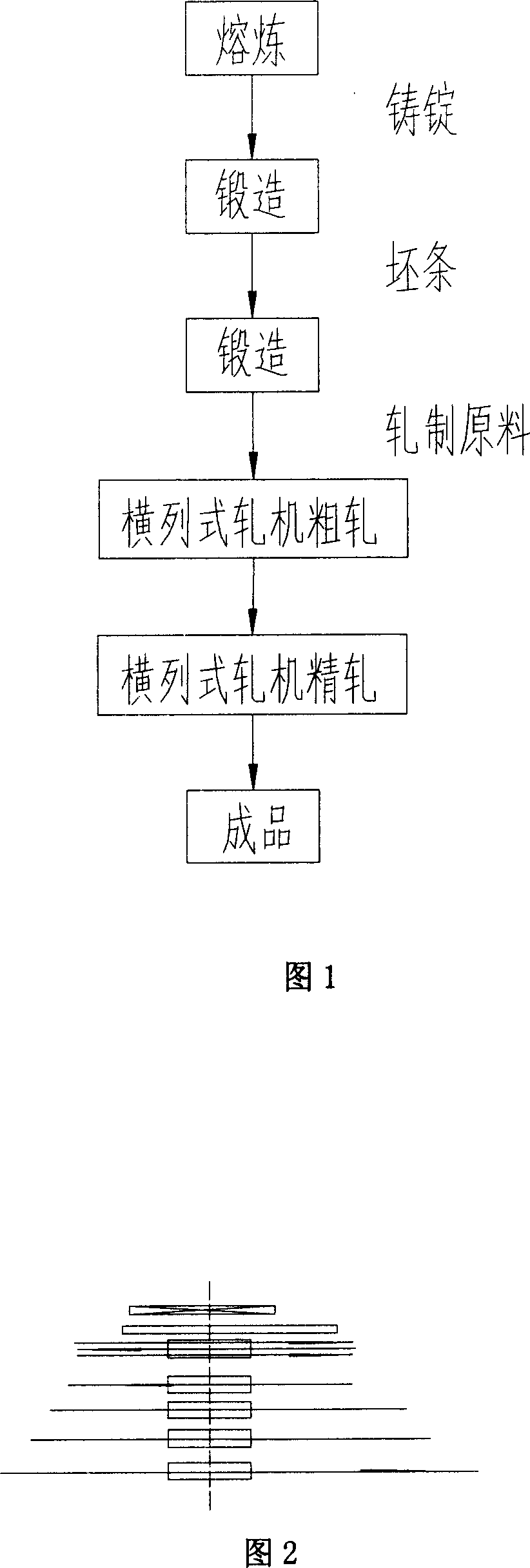
Method used
Image

Examples
Embodiment 1
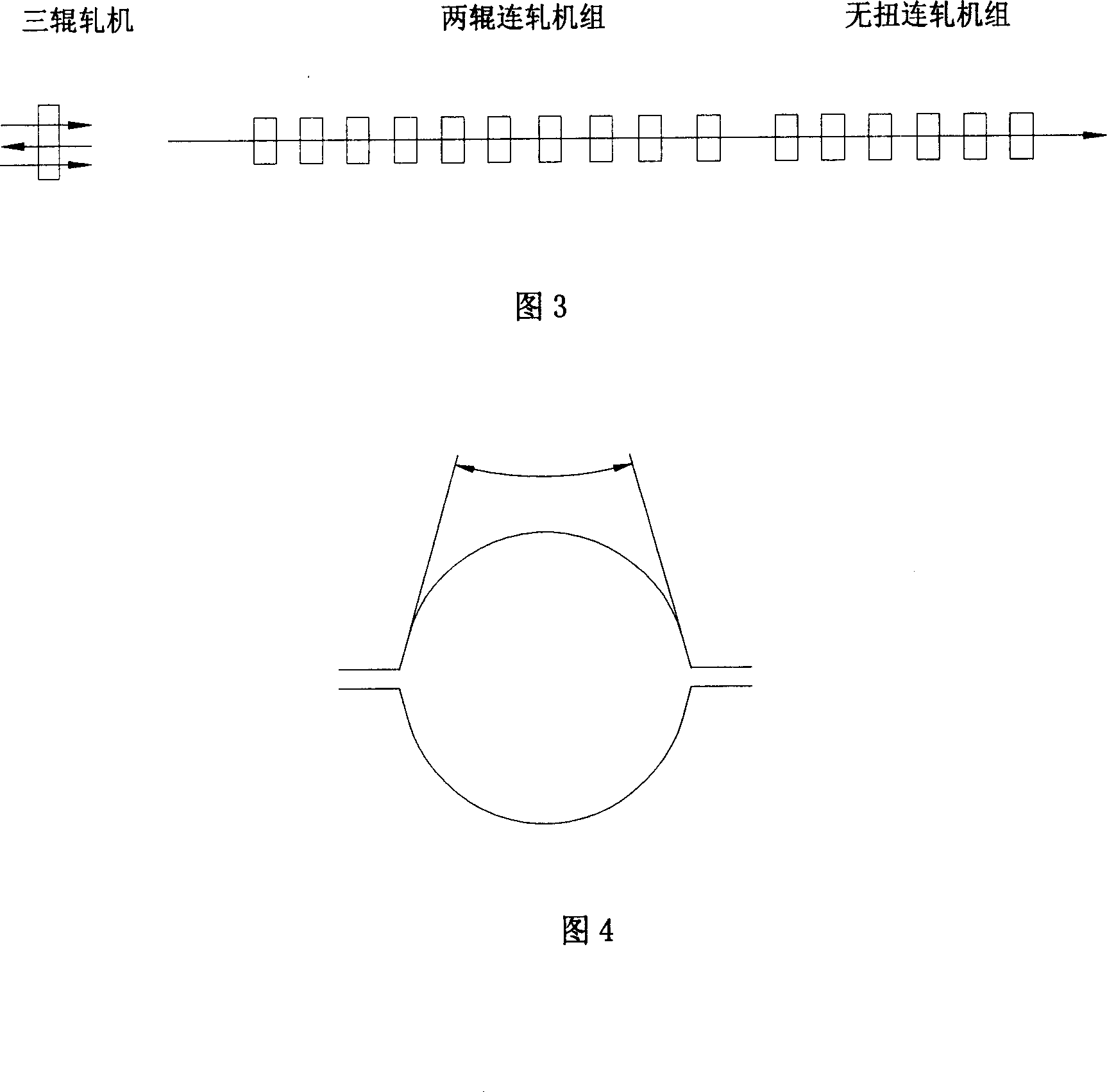
[0024] Three-roll mill: As shown in Figure 3, the three-roll mill is composed of a Φ100mm bar billet heating furnace, a three-roll mill, front and rear raceways, and cooling beds. The Φ100mm bar billet heating furnace adopts electric heating, automatic control, digital display, record printing, and the temperature of the pure titanium bar billet in the heating furnace is controlled at 600-850℃. The pass pattern of the three-roll mill is an ellipse-square and ellipse-round pass system, the average elongation coefficient of the pass is 1.1-1.5, and the finishing temperature is controlled at 500-850℃. The raceway can meet the rolling requirements of Φ80-50mm bars and bar stocks with a unit weight of less than 100kg, and the cooling bed can meet the cooling requirements of pure titanium bars.
[0025] The three-roll mill can produce Φ80-50mm round bars, square bars and other special-shaped bars. The maximum unit weight of the bars is 100kg; it can also produce Φ50mm bar stocks with a ...
Embodiment 2
[0027] Two-roll continuous rolling unit: As shown in Figure 3, the two-roll continuous rolling unit is composed of a Φ50mm bar billet heating furnace and a continuous rolling unit, a special guide, a raceway, a cooling bed, a flying shear, and a coiler. The Φ50mm bar billet heating furnace adopts electric heating, automatic control, digital display, record printing, and the temperature accuracy of the pure titanium bar billet in the heating furnace is controlled at ±10℃. The pass pattern of the two-roll continuous rolling mill adopts the oval-square and ellipse-round pass system, the average elongation coefficient of the pass is 1.1-1.4, and the finishing temperature is controlled at 600-850℃. All rolling mills are driven by variable frequency motors, and there are detachable rolling special guides between the front and rear stands of the middle pass, so that the rolled pieces rolled from the previous stand can be easily thrown out and twisted by 90° for the latter one. Frame bite...
Embodiment 3
[0030] Twist-free continuous rolling mill: The twist-free continuous rolling mill is composed of a twist-free rolling mill, a coiling machine and a moving cooling bed. The pass type of the twist-free continuous rolling mill is an ellipse-round pass system, with an average pass elongation coefficient of 1.05-1.4, a pass section shrinkage rate of less than 20%, and a final rolling temperature controlled at 500-850°C to control the dimensional accuracy of the finished wire rod. Improve the surface quality of finished products. The winding machine can quickly reel the wire blank into a wire coil, and the moving cooling bed can cool the wire coil and send it out automatically. The twist-free tandem rolling mill can produce Φ8-6mm wire billets with a unit weight of 100kg.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More