

Process for manufacturing three-dimensional miniature mold
A manufacturing method and micro technology, applied in the field of mold manufacturing, can solve the problems of large cavity size of processing mold, small depth and width of micro mold, complicated processing technology, etc., and achieve the effects of high precision, low cost and large process flexibility.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
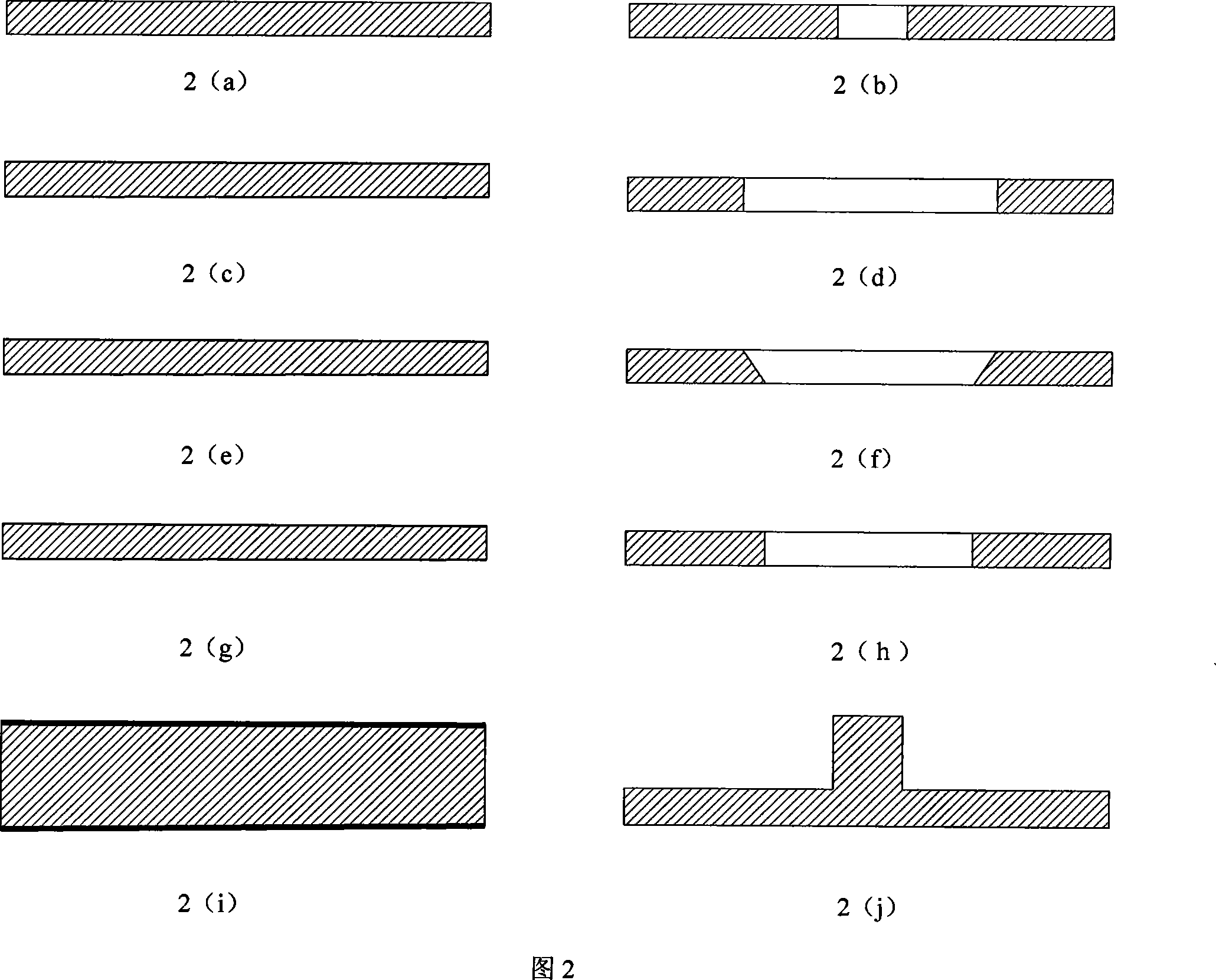
[0021] figure 1 The three-dimensional micro-parts to be manufactured aimed at the mold manufactured in this embodiment are shown, the parts are divided into 5 layers in the vertical direction, 5 standard silicon wafers are selected, and the silicon wafers are thinned, figure 2 (a), figure 2 (c), figure 2 (e) and figure 2 The thickness of the silicon wafer shown in (g) is 100 μm, figure 2 The thickness of the silicon wafer shown in (i) is 300 μm, and the appearance pattern of each layer of the part is sequentially etched on the silicon wafer by the bulk silicon processing technology, as shown in figure 2 (b), figure 2 (d), figure 2 (f), figure 2 (h) and figure 2 As shown in (j), figure 2 (j) The silicon wafer is etched with the appearance shape of the bottom layer of the part.
[0022] Soak the etched sample to be bonded in the cleaning solution (H 2 SO 4 :H 2 o 2 = 2:1), wash at 120°C for 20 minutes;
[0023] Soak the cleaned silicon wafer in ammonia a...
Embodiment 2
[0028] Figure 5 For the parts that the mold made in this embodiment is aimed at, the mold is divided into three layers, the preparation steps are roughly the same as in Example 1, the difference is: (1) using H 2 SO 4 :H 2 o 2 =4:1 cleaning solution for 15 minutes; (2) using 70% HNO 3 Activation is carried out, the activation time is 20 minutes, and the reaction temperature is 70°C; (3) Lamination is carried out in the order from bottom to top; (4) The annealing time is 10 hours, and the annealing temperature is 450°C. Figure 6 It is a schematic diagram of the cross-sectional effect of the mold manufactured in this embodiment.
Embodiment 3
[0030] Figure 7 The part for which the mold made in this embodiment can be divided into three layers from a structural point of view, but because the two ends of the micro part have a relatively high aspect ratio, when the existing etching technology cannot be etched through, It is divided into two layers, so this part is divided into five layers, the mold preparation steps are roughly the same as in Example 1, the difference is: (1) using H 2 SO 4 :H 2 o 2 = 3:1 cleaning solution, cleaning at 120°C for 10 minutes; (2) using 70% HNO 3 Activation is carried out, the activation time is 20 minutes, and the reaction temperature is 70°C; (3) Lamination is carried out in the order from bottom to top; (4) The annealing time is 8 hours, and the annealing temperature is 500°C. Figure 8 It is a schematic diagram of the cross-sectional effect of the mold manufactured in this embodiment.
[0031] In the specific implementation of the present invention, each silicon chip can be thin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More