

Speed change control method for cam non-circular grinding based on constant contact arc length
A technology of contact arc length and control method, which is applied in the direction of abrasive belt grinder, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0036] A preferred embodiment of the present invention is described in detail as follows in conjunction with accompanying drawing:
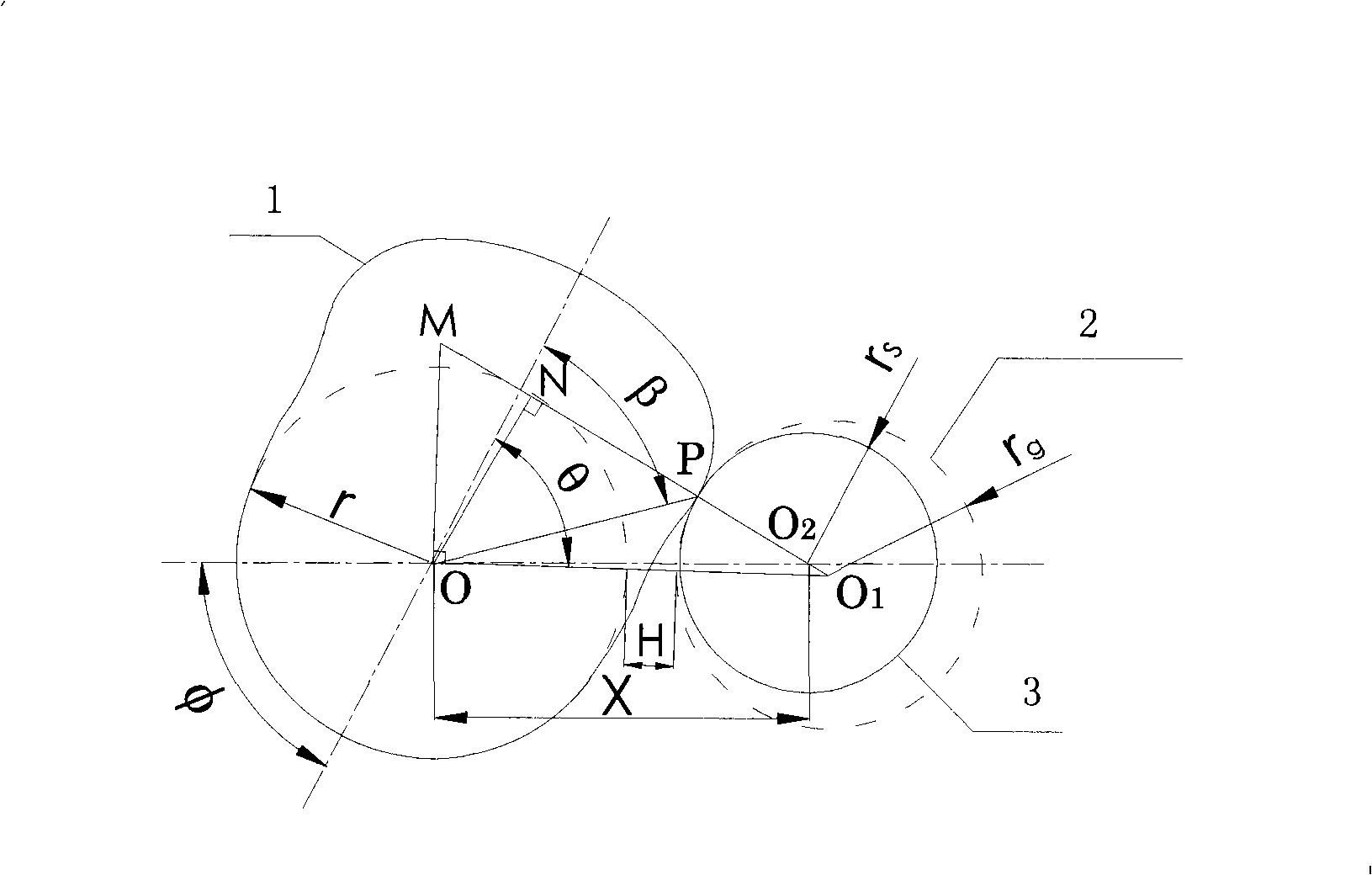
[0037] see figure 1 , label 1 among the figure is a cam, 2 is a tappet roller, and 3 is a grinding wheel. In this embodiment, the cam non-circular grinding technology is used to process a large concave-convex wheel. The specific implementation steps of the cam non-circular grinding based on the variable speed control method of constant contact arc length are as follows:
[0038] (1) Initialization parameters r, r g 、r S , θ, H, H(θ), ρ, V S 、a p , L
[0039] r is the base circle radius, r g is the roller radius, r S is the radius of the grinding wheel, θ is the center rotation angle of the roller, H is the lift value, H(θ) is the lift function, ρ is the radius of curvature, V S is the linear speed of the grinding wheel, a p is the grinding feed rate, and L is the contact arc length.
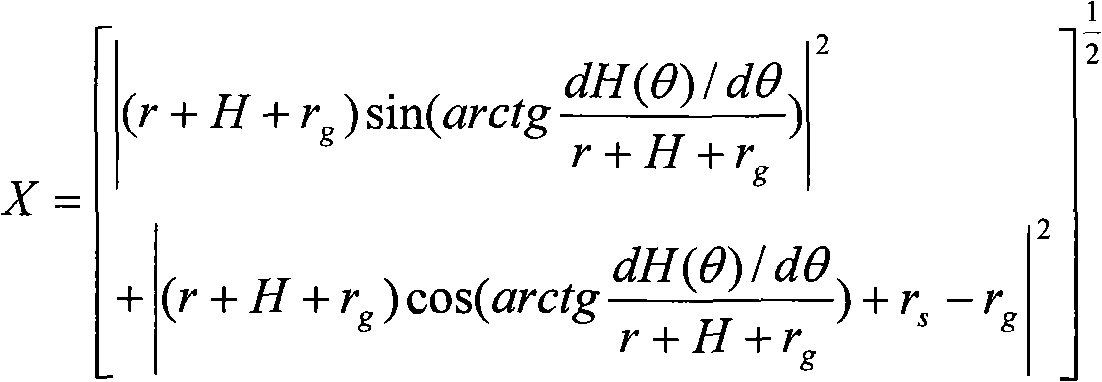
[0040] (2) Calculate the position X of the center of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More