Martensite refractory stainless steel and manufacturing method thereof
A manufacturing method and stainless steel technology, applied in the field of martensitic heat-strength stainless steel and its manufacturing, can solve the problems of increasing cost, increasing production cost, and failing to improve steel performance and quality, so as to achieve extended service life, strong heat resistance, and improved The effect of cost performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
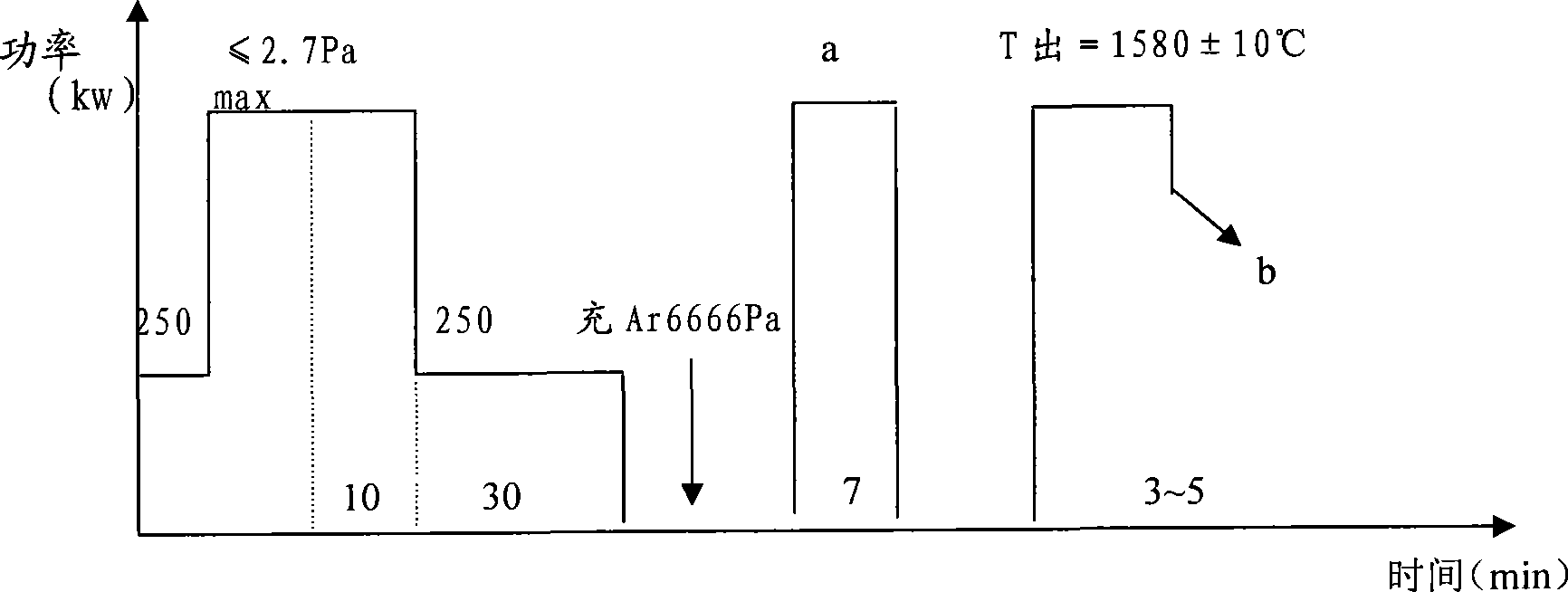
[0038] According to the chemical composition shown in Table 2, it is smelted in a vacuum induction furnace, and its technological process is as follows figure 1 As shown, electroslag remelting after pouring, control of CaF 2 :Al 2 o 3 : MgO ternary slag system ratio, smelting and electroslag remelting process parameters are shown in Table 3. The steel ingot is lower than 450°C into the heating furnace, heated at a rate of ≤50°C / h for 15 hours, homogenized at 1200-1250°C, then cooled to 1160°C, and forged after holding for 3 hours. The billet forging heating time is 2h, the heating temperature is 1120°C, the forging ratio is greater than 6, the final finished product fire is controlled at 1120±10°C, the rolling heating temperature is 1120°C, the heating time is 1h, and the final rolling temperature is greater than 800°C. The forgings were annealed at 720°C for 30 hours, then heated up to 1120°C at an unlimited rate for quenching, held for 2 hours, and then cooled to room te...
Embodiment 2
[0040] According to the chemical composition shown in Table 2, it is smelted in a vacuum induction furnace, and the process parameters of smelting and electroslag remelting are shown in Table 3. The steel ingot is lower than 450°C into the heating furnace, heated at a rate of ≤50°C / h for 16 hours, homogenized at 1200-1250°C, then cooled to 1180°C, and forged after holding for 3 hours. The billet forging heating time is 1.5h, the heating temperature is 1130°C, the forging ratio is greater than 6, the final finished product fire time is controlled at 1120±10°C, the rolling heating temperature is 1118°C, the heating time is 1.1h, and the final rolling temperature is greater than 800°C. Forging annealing, quenching and tempering heat treatment process parameters are shown in Table 4. All the other implementations are the same as in Example 1.
Embodiment 3
[0042] According to the chemical composition shown in Table 2, it is smelted in a vacuum induction furnace, and the process parameters of smelting and electroslag remelting are shown in Table 3. The steel ingot is lower than 450°C into the heating furnace, heated at a rate of ≤50°C / h for 14 hours, homogenized at 1200-1250°C, then cooled to 1190°C, and forged after holding for 3 hours. The billet forging heating time is 1.8h, the heating temperature is 1136°C, the forging ratio is greater than 6, the final finished product fire time is controlled at 1120±10°C, the rolling heating temperature is 1116°C, the heating time is 1.3h, and the final rolling temperature is greater than 800°C. Forging annealing, quenching and tempering heat treatment process parameters are shown in Table 4. All the other implementations are the same as in Example 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More