Submerged arc-welding method of steel for high strength pressure vessel
A pressure vessel and submerged arc welding technology, which is applied to welding medium, welding equipment, welding equipment, etc., can solve the problems of no preheating and no heat treatment, etc., and achieves easy welding operation, excellent mechanical properties of strength and toughness and crack resistance , excellent low temperature impact toughness and the effect of safety reserve
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
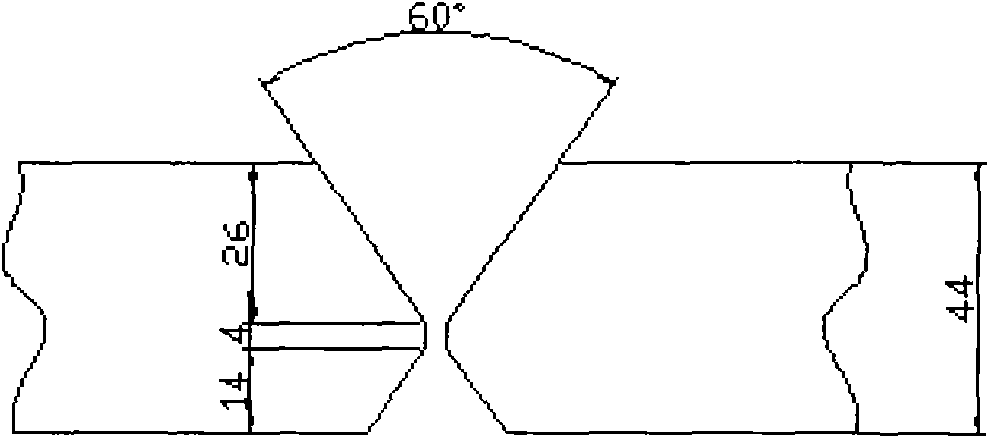
[0019] Base material: Quenched and tempered container steel with tensile strength 610MPa, thick plate combination 44mm+44mm. The size of the test plate is 600mm×400mm×44mm, the submerged arc welding groove adopts double-sided V-shaped asymmetric groove, the groove angle is 60°, and the blunt edge is 4mm
[0020] Welding material matching:
[0021] Welding wire: its chemical composition and weight percentage are: C 0.07, Si 0.06, Mn 1.80, Ni 0.29, Ti 0.12, Mo 0.35, P≤0.012, S 0.006, and the rest are iron and unavoidable impurities.
[0022] The diameter of the welding wire is Φ4.0mm, and it is matched with the sintered flux SJ105Q for welding, and the mechanical properties of the deposited metal are R e1 : 525MPa, R m : 615MPa, A: 29%, Z: 73%, -40°Ca KV Impact energy: 166J;
[0023] Welding process parameters are: welding current 700A, welding voltage 36V, welding speed 30cm / min, welding line energy 50kJ / cm; flux baking system is 350℃×1h; Until the weld is filled; the inte...
Embodiment 2
[0026] Base material: Quenched and tempered container steel with a tensile strength of 670MPa, thick plate combination of 50mm+50mm. The size of the test plate is 600mm×400mm×50mm, the submerged arc welding groove adopts double-sided V-shaped asymmetric groove, the groove angle is 60°, and the blunt edge is 4mm.
[0027] Welding material matching:
[0028] Welding wire: its chemical composition and weight percentage are: C 0.09, Si 0.09, Mn 1.83, Ni 0.31, Ti 0.13, Mo0.30, P≤0.011, S 0.007, and the rest are iron and unavoidable impurities.
[0029] The diameter of the welding wire is Φ4.0mm, and it is matched with the sintered flux SJ105Q for welding, and the mechanical properties of the deposited metal are R e1 : 525MPa, R m : 615MPa, A: 29%, Z: 73%, -40°Ca KV Impact energy: 166J.
[0030] Welding process parameters are: welding current 700A, welding voltage 36V, welding speed 30cm / min, welding line energy 50kJ / cm; flux baking system is 350℃×1h; Until the weld is filled; ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com