

Butt joint submerged-arc welding method of bridge steel with tensile strength more than 690Mpa grade
A tensile strength, submerged arc welding technology, applied in welding medium, welding equipment, welding equipment and other directions, can solve the problem of harsh welding working environment, too far difference in toughness index, impact energy can not achieve high strength, high toughness matching bridge engineering structure Manufacturing welding technical index requirements and other issues, to achieve the effects of excellent low temperature impact toughness and crack resistance, high impact toughness reserve and safety margin, and excellent welding process performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
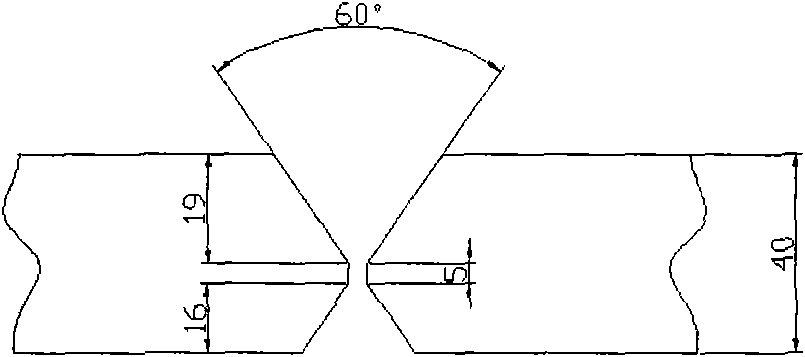
[0020] Base material: Quenched and tempered bridge steel with a tensile strength of 690MPa, thick plate combination of 40mm+40mm. The size of the test plate is 600mm×400mm×40mm, the submerged arc welding groove adopts double-sided X-shaped asymmetric groove, the groove angle is 60°, and the blunt edge is 5mm.
[0021] Welding material: The chemical composition and weight percentage of submerged arc welding wire are: C: 0.06, Si: 0.06, Mn: 1.60, Ni: 0.28, Ti: 0.005, Cr: 0.25, P≤0.0095, S≤0.005, and the rest are Fe and Unavoidable impurity elements.
[0022] Matching of submerged arc welding wire and flux: the diameter of submerged arc welding wire is Φ4.0mm, and the flux is CHF105; the mechanical properties of the deposited metal are R el : 600MPa, R m : 695MPa, A: 25%, Z: 72%, -40℃KV 2 Impact energy: 143J. Submerged arc welding butt weld with WNQ690 steel 40mm+40mm plate thickness;
[0023] Welding process parameters are: welding current 570A, welding voltage 31V, welding...
Embodiment 2
[0026] Base material: Quenched and tempered bridge steel with a tensile strength of 740MPa, thick plate combination of 40mm+40mm. The size of the test plate is 600mm×400mm×40mm, the submerged arc welding groove adopts double-sided X-shaped asymmetric groove, the groove angle is 60°, and the blunt edge is 5mm.
[0027] Welding material: The chemical composition and weight percentage of submerged arc welding wire are: C: 0.095, Si: 0.08, Mn: 1.95, Ni: 0.53, Ti: 0.014, Cr: 0.58, P≤0.013, S≤0.009, and the rest are Fe and Unavoidable impurity elements.
[0028] Matching of submerged arc welding wire and flux: the diameter of submerged arc welding wire is Φ4.0mm, and the flux is CHF105; the mechanical properties of the deposited metal are R el : 620MPa, R m : 735MPa, A: 26%, Z: 71%, -40℃KV 2 Impact energy: 139J. Submerged arc welding butt weld with WNQ690 steel 40mm+40mm plate thickness;
[0029] Welding process parameters are: welding current 570A, welding voltage 31V, welding...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More