

Speed control system and method of titanium welded pipe production line
A speed control, production line technology, applied in the direction of electric speed/acceleration control, etc., can solve the problems of actual speed difference of line speed units, reduce production efficiency, unqualified titanium tube, etc., achieve consistent speed, reduce errors, and avoid superficial The effect of indentation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
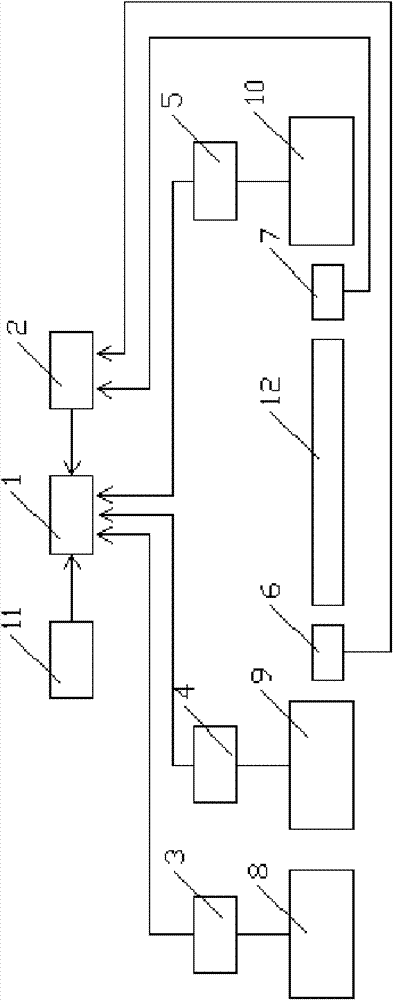
[0021] The present invention will be further described below in conjunction with the accompanying drawings. Such as figure 1 As shown, a speed control system for a titanium welded pipe production line includes a programmable controller 1, a counting module 2, a DC speed controller 3 for a forming unit, a DC speed controller 4 for a sizing unit, a DC speed controller 5 for a pulling unit, and an operation Screen 11, the programmable controller 1 is respectively connected with the DC speed governor 3 of the forming unit, the DC speed governor 4 of the sizing unit, the DC speed governor 5 of the pulling unit and the operation panel 11 through the Profibus DP bus network; The counting module 2 described above is respectively connected with the encoder 6 before heat treatment and the encoder 7 after heat treatment, the encoder 6 before heat treatment is located between the sizing unit 9 and the heat treatment equipment 12, the encoder 7 after heat treatment is located between the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More