Method and production line for forging forged piece of automobile rear axle driving spiral bevel gear
A technology for automobile rear axles and forgings, which is applied to vehicle parts, railway car body parts, transportation and packaging, etc. It can solve the problems of lower material utilization rate, high number of strikes, rough surface of blanks, etc., and achieve the effect of mold clamping good, high production efficiency, and improved working conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0046] The present invention will be further described below in conjunction with the examples, but the present invention is not limited only to the following examples.
[0047] one. Forging method of driving spiral bevel gear forging of automobile rear axle
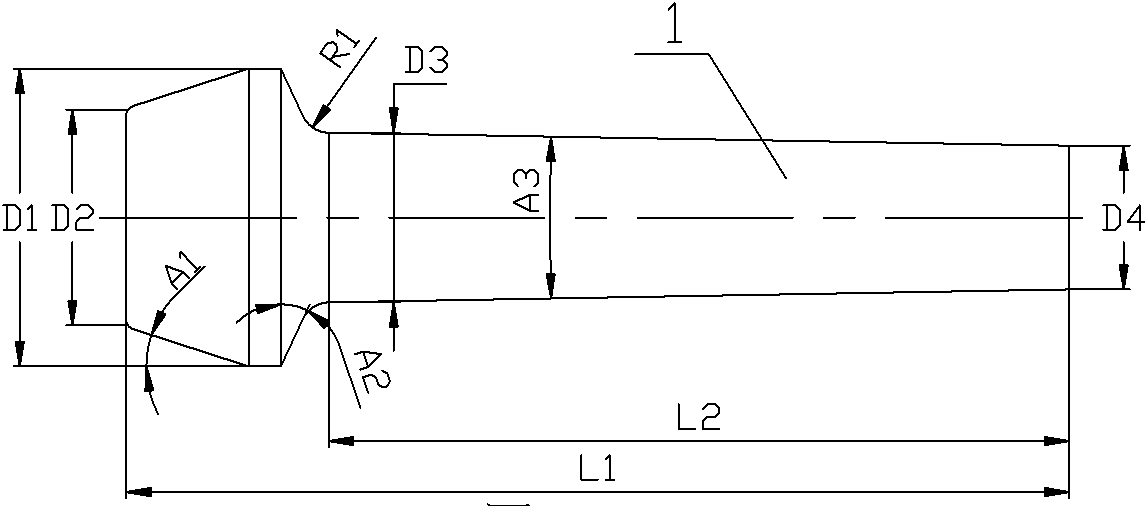
[0048] Automotive rear axle active screw bevel gear forgings such as figure 1 As shown, the forging is divided into three parts: head, middle, and rod. The size of the head includes diameter D1: 0~100mm, diameter D2: 0~60mm, and slope A1: 0~20°; the size of the middle part includes diameter D1: 0~100mm, diameter D3: 0~50mm, slope A2: 0~20°, chamfer R1: 0~10mm; rod size includes diameter D3: 0~50mm, diameter D4: 0~50mm, slope A3: 0~10°; total length of forging L1: 0~300mm, total length of rod L2: 0~200mm. The forging is forged by two processes of roll forging billet and final forging.
[0049] 1. Roll forging billet process:
[0050] Roll forging dies with four sets of grooves are installed on the horizontal roll for...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com