

Method for controlling cementation of casting roller on fan-shaped section of continuous casting machine
A continuous casting machine segment and control method technology, applied in the field of reducing the occurrence rate of continuous casting roll surface sticking, to achieve the effect of reducing cleaning frequency, reducing enrichment and sticking, and improving casting machine operation rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0028] Continuous casting machine equipment parameters: curved slab continuous casting machine, the production continuous casting slab section width specifications are 1600mm, 1800mm, 2100mm, and the thickness direction specifications are 180mm, 200mm, 250mm. The streamline length is 35.5m, the continuous casting roll radius is 230mm (arc section) and 300mm (straightening section and horizontal section), and it is divided into 8 secondary cooling zones.
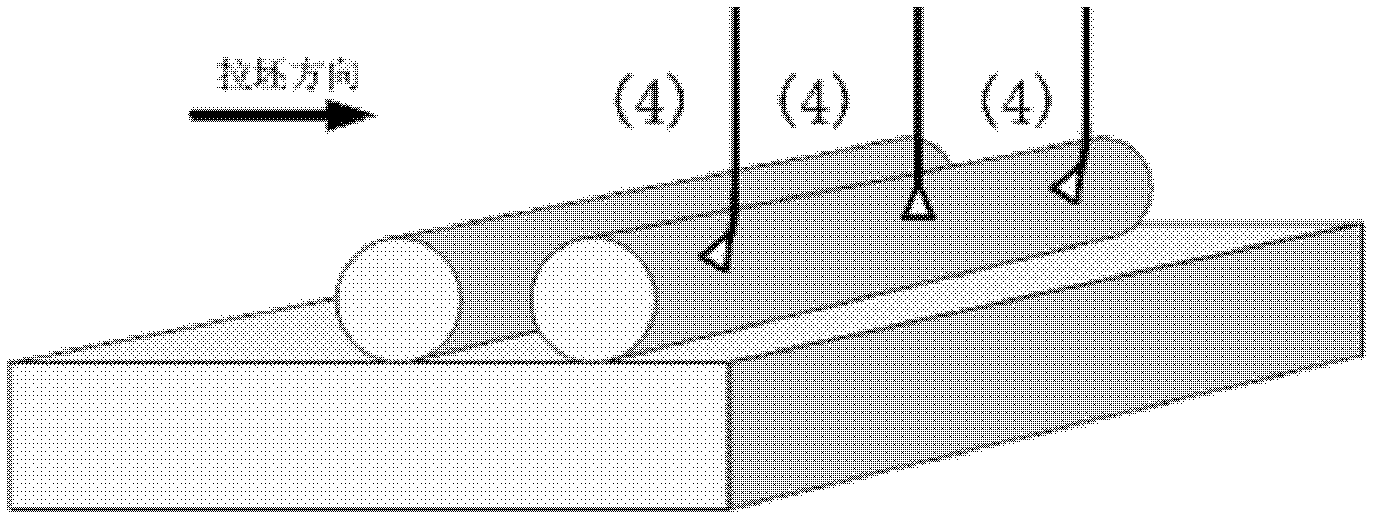
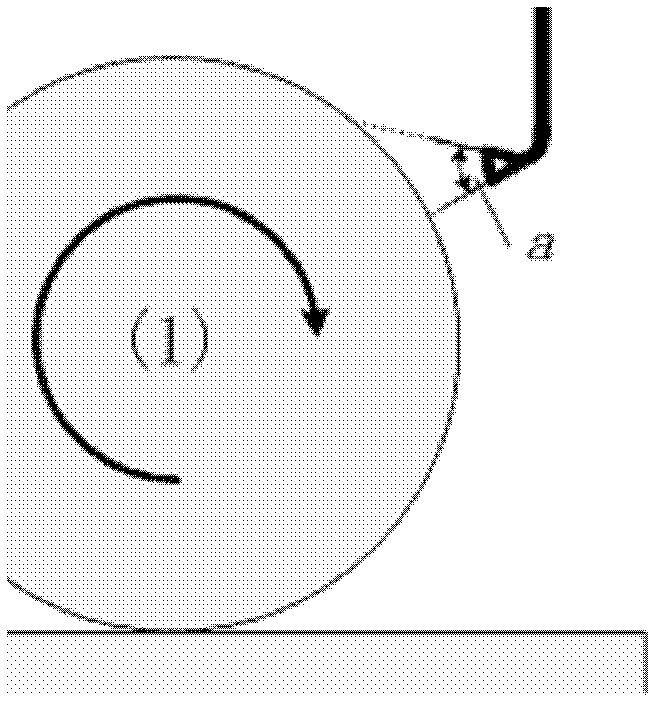
[0029] Concrete parameters in the implementation of the present invention are: nozzle spray angle width to spray angle 60 °, nozzle installation position 25mm away from slab edge, 180mm (arc section) and 250mm (straightening section and horizontal section) apart from slab surface vertical distance . Air mist nozzles are installed near each inner arc roller in the 5th-8th segment of the continuous casting machine. The average cooling water flow of each nozzle is 0.15l / min.
[0030] Before the application of the present inven...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More