After-heating laser welding method for jointed gear ring and gear
A technology of laser welding and combining teeth, used in laser welding equipment, welding equipment, metal processing equipment, etc., can solve problems such as cracks and gear assembly welding deformation, eliminate cracks at the bottom of the weld, reduce welding stress, reduce Effect of Welding Stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The embodiments of the present invention are described in detail below. This embodiment is implemented on the premise of the technical solution of the present invention, and detailed implementation methods and specific operating procedures are provided, but the protection scope of the present invention is not limited to the following implementation example.
[0034] This embodiment includes the following steps:
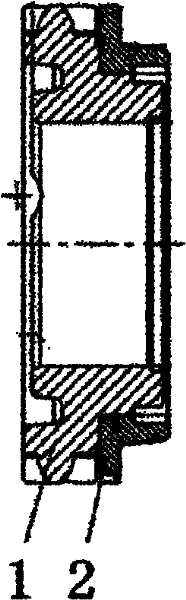
[0035] The first step will be as figure 1 The shown combined bevel and gear are pretreated separately, and the specific steps are as follows:
[0036] 1.1) Machining: The bevel and gear will be combined with thermal pre-machining, including finish turning, gear and reverse bevel machining, etc.
[0037] 1.2) Heat treatment: adopt carburizing, quenching and tempering heat treatment methods;
[0038] The quenching refers to quenching by press quenching to ensure the flatness of the press-fit large surface and the roundness of the press-fit aperture;
[0039] ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More