

Forging and forming method of integral hinge beam
A hinged beam and integral technology, applied in the field of forging and forming of large forgings, to achieve the effects of improving performance, compacting core defects, and increasing service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] (1) The material used for forging is 35CrMo alloy structural steel. According to the heating specification, the steel ingot is heated to the initial forging temperature of 1200°C and kept for 18 hours to make the internal temperature uniform. The weight of the steel ingot used is 15 tons; the final forging temperature during forging is 950°C.
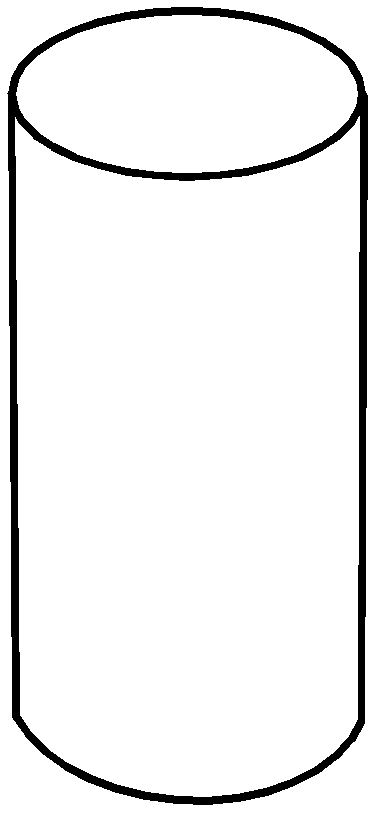
[0038] (2) Carry out the process of conventional steel ingot press pliers, chamfering and removing the tail of the ingot, the main part of the finished steel ingot is as follows figure 1 As shown (the figure omits the clamp handle), the height-to-diameter ratio range of the steel ingot is 2.0:1; the billet is heated to 1200 ° C and kept for 18 hours;
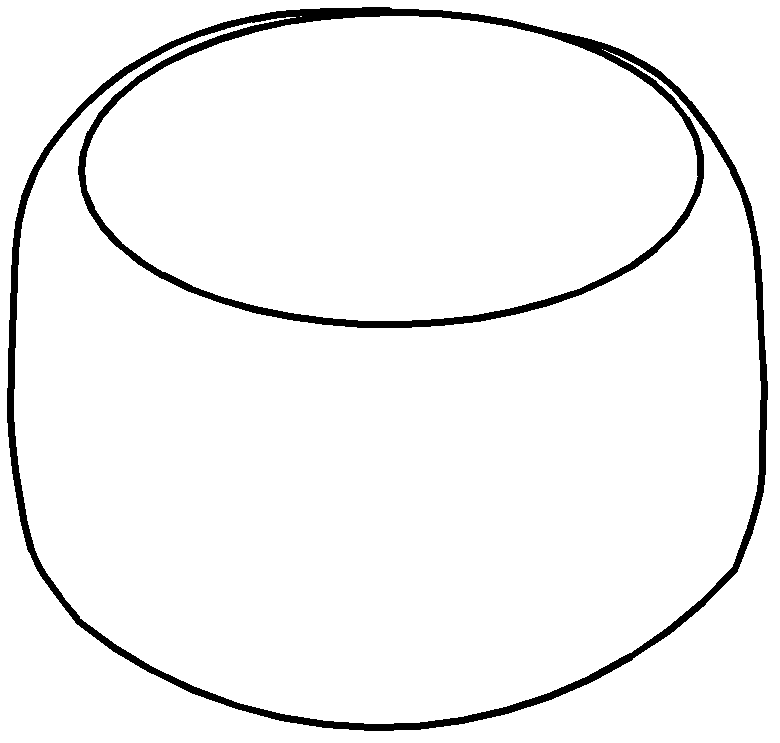
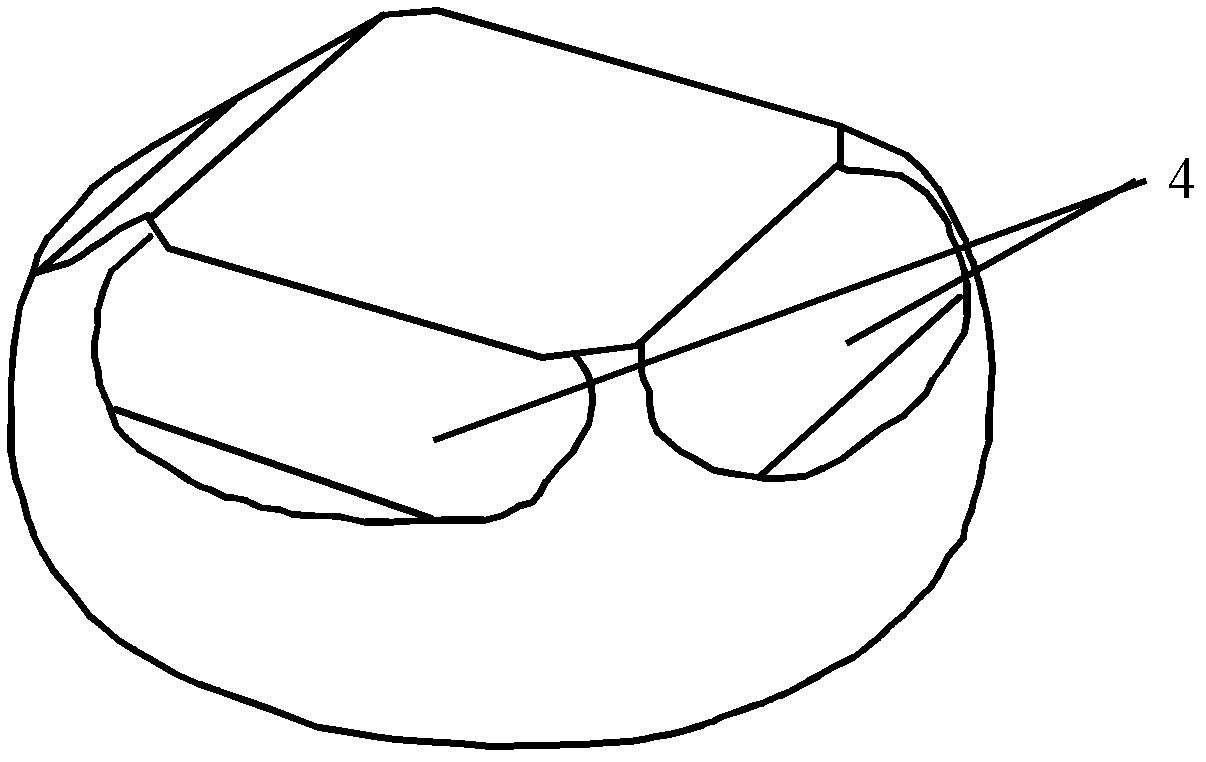
[0039] (3) Upsetting the billet to such as figure 2 After the cylinder with the height-to-diameter ratio shown is 1, use an anvil to upset the billet as image 3 The circular cake shape with four symmetrical slopes 4 is shown; the billet is heated to 1200°C and kept for 18 hours;...
Embodiment 2
[0045] (1) The material used for forging is 40CrMnMo alloy structural steel. According to the heating specification, the steel ingot is heated to the initial forging temperature of 1150°C and kept for 20 hours to make the internal temperature uniform. The weight of the steel ingot used is 10 tons; the final forging temperature during forging is 930°C.
[0046] (2) Carry out the process of conventional steel ingot press pliers, chamfering and removing the tail of the ingot, the main part of the finished steel ingot is as follows figure 1 As shown (the pincers are omitted in this figure), the height-to-diameter ratio range of the steel ingot is 1.2:1; the billet is heated to 1150 ° C and kept for 20 hours;
[0047] (3) Upsetting the billet to such as figure 2 After the cylinder with the height-to-diameter ratio shown is 1, use an anvil to upset the billet as image 3 The circular cake shape with four symmetrical slopes 4 is shown; the billet is heated to 1150°C and kept for 20...
Embodiment 3
[0053] (1) The material used for forging is 20CrNi alloy structural steel. According to the heating specification, the steel ingot is heated to the initial forging temperature of 1250°C and kept for 15 hours to make the internal temperature uniform. The weight of the steel ingot used is 20 tons; the final forging temperature is 980°C during forging.
[0054] (2) Carry out the process of conventional steel ingot press pliers, chamfering and removing the tail of the ingot, the main part of the finished steel ingot is as follows figure 1 As shown (the pincers are omitted in this figure), the height-to-diameter ratio range of the steel ingot is 3:1; the billet is heated to 1250°C and kept for 15 hours;
[0055] (3) Upsetting the billet to such as figure 2 After the cylinder with the height-to-diameter ratio shown is 1, use an anvil to upset the billet as image 3 The circular cake shape with four symmetrical slopes 4 is shown; the billet is heated to 1250°C and kept for 15 hours...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More