

Method for low-pressure casting thin-wall long-sized castings and equipment used by same
A low-pressure casting, long-size technology, applied in the field of low-pressure casting methods and the equipment used, can solve the problems of complex design of the mold gating system, poor exhaust, cold insulation joints, etc., so as to reduce labor intensity of workers and reduce pouring risers. , Good product forming effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
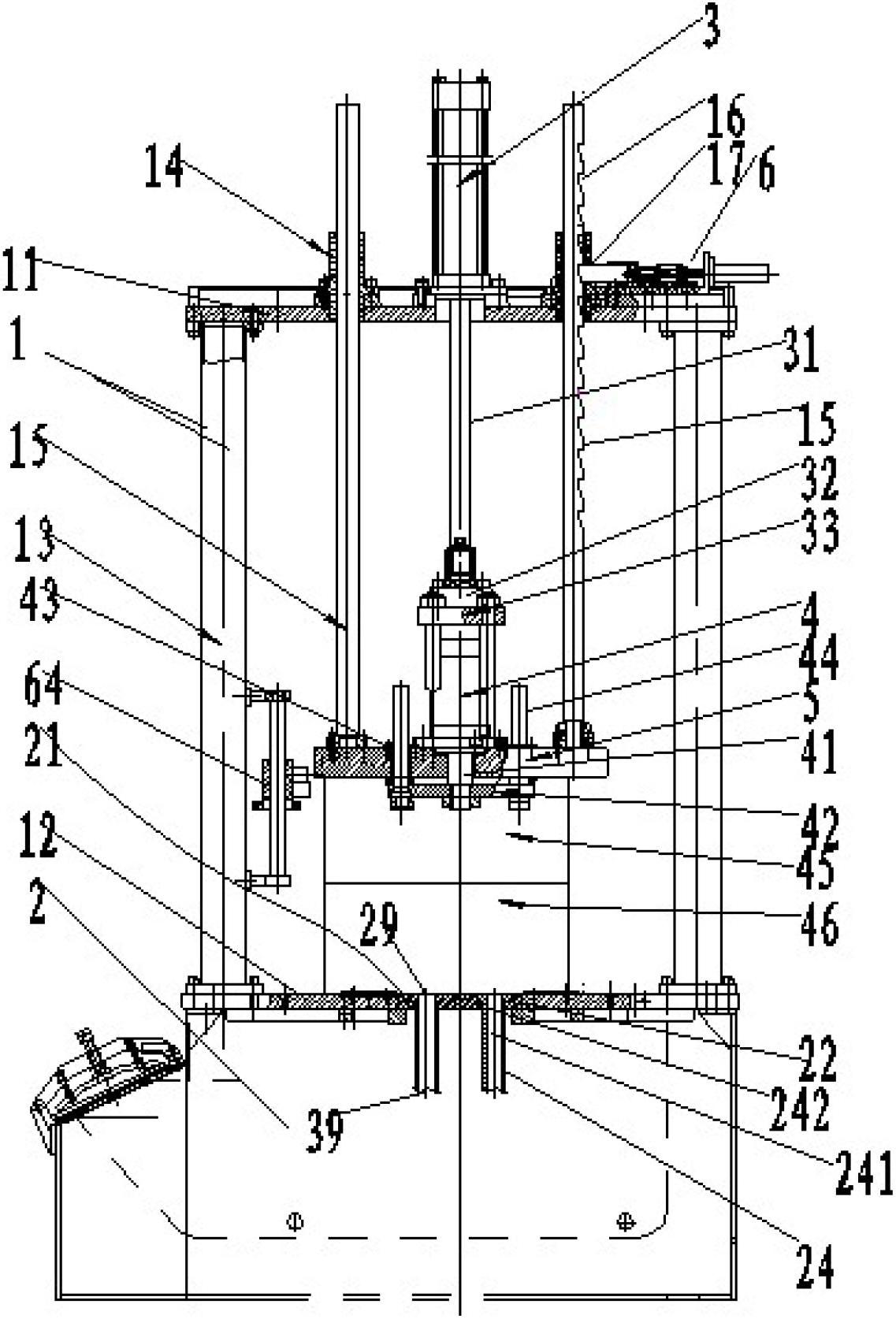
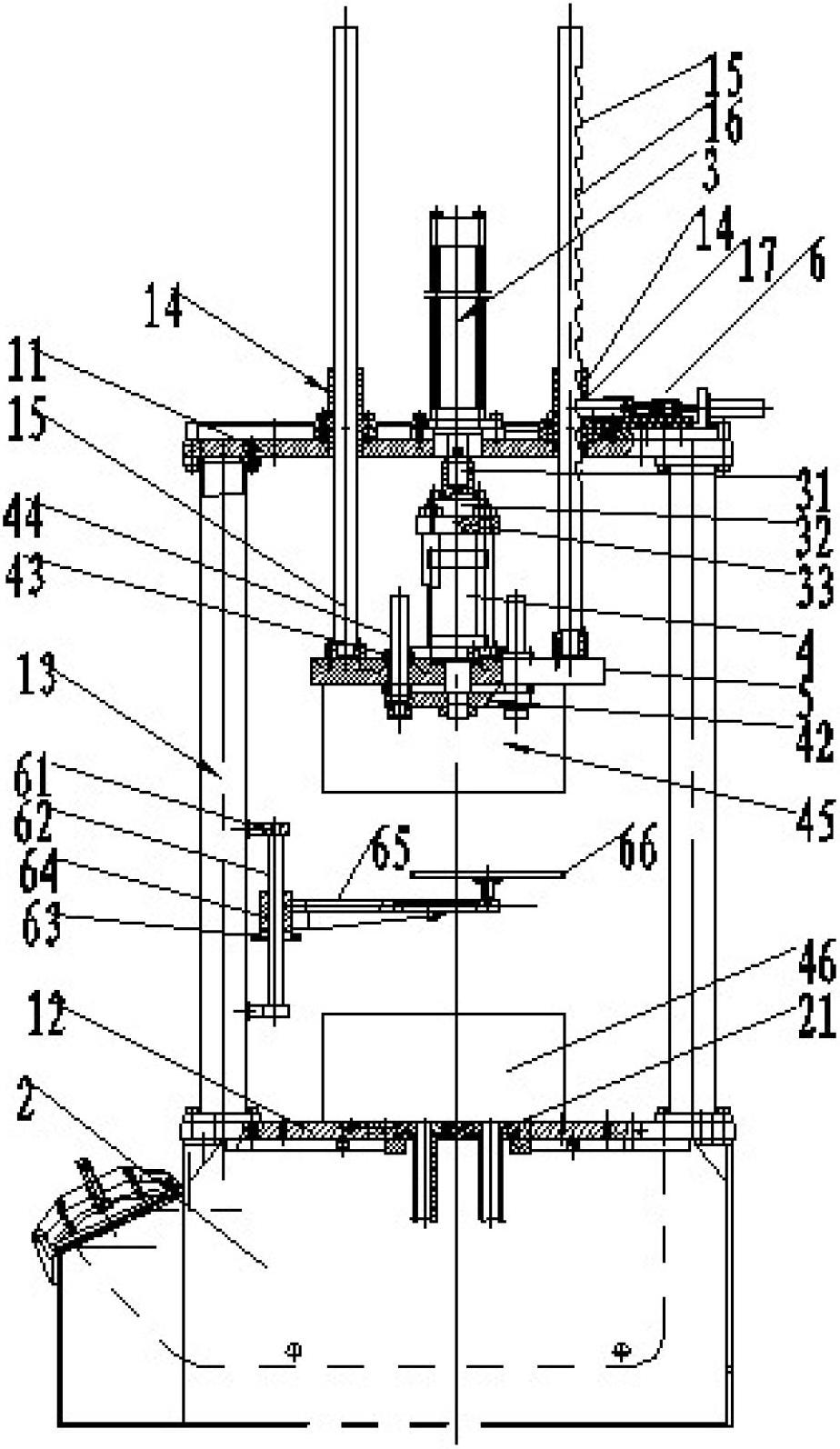
[0034] The low-pressure casting method of thin-walled and long-sized castings of the present invention, the low-pressure casting method of thin-walled, long-sized castings, first melts the metal material, closes the furnace body, prepares the mold,
[0035] (1) Inspection equipment;
[0036] (2) Mold preheating: the upper mold is opened about 100mm, the heater is put into the mold cavity, and the ignition is preheated. The preheating temperature is 280-300 degrees, and the heating time is 1-1.5 hours;
[0037] (3) Adding aluminum to the holding furnace: add the dissolved metal liquid to the holding furnace;
[0038] (4) Sand core preparation: The sand core is installed on the core making machine, and the coated sand is used to fill the model with compressed air, and then heated and sintered.
[0039] (5) Set the process parameters, clean the mold cavity, put in the sand core, and close the mold;
[0040] (6) Injection: Low-pressure pouring is used to fill the mold, the pouri...
Embodiment 2
[0045] The low-pressure casting method of thin-walled and long-sized castings of the present invention, the low-pressure casting method of thin-walled, long-sized castings, first melts the metal material, closes the furnace body, prepares the mold,
[0046] (1) Inspection equipment;
[0047] (2) Mold preheating: the upper mold is opened about 100mm, the heater is put into the mold cavity, and the ignition is preheated. The preheating temperature is 280-300 degrees, and the heating time is 1-1.5 hours;
[0048] (3) Adding aluminum to the holding furnace: add the dissolved metal liquid to the holding furnace;
[0049] (4) Sand core preparation: The sand core is installed on the core making machine, and the coated sand is used to fill the model with compressed air, and then heated and sintered.
[0050] (5) Set the process parameters, clean the mold cavity, put in the sand core, and close the mold;
[0051] (6) Injection: Low-pressure pouring is used to fill the mold, the pouring...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| Brinell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More