

Cast steel stator pressing ring repair welding process
A stator and cast steel technology, applied in the field of welding repair process, can solve the problems of poor probability of discovery, poor positioning and qualitative reliability, waste of repair time and machining center man-hours, inability to find superficial defects, etc., to save inspection time and cost. , The effect of welding repair work is small and the magnetic particle inspection process is omitted.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The welding repair process of the cast steel stator pressure ring of the present invention will be further described in detail in conjunction with specific embodiments below.
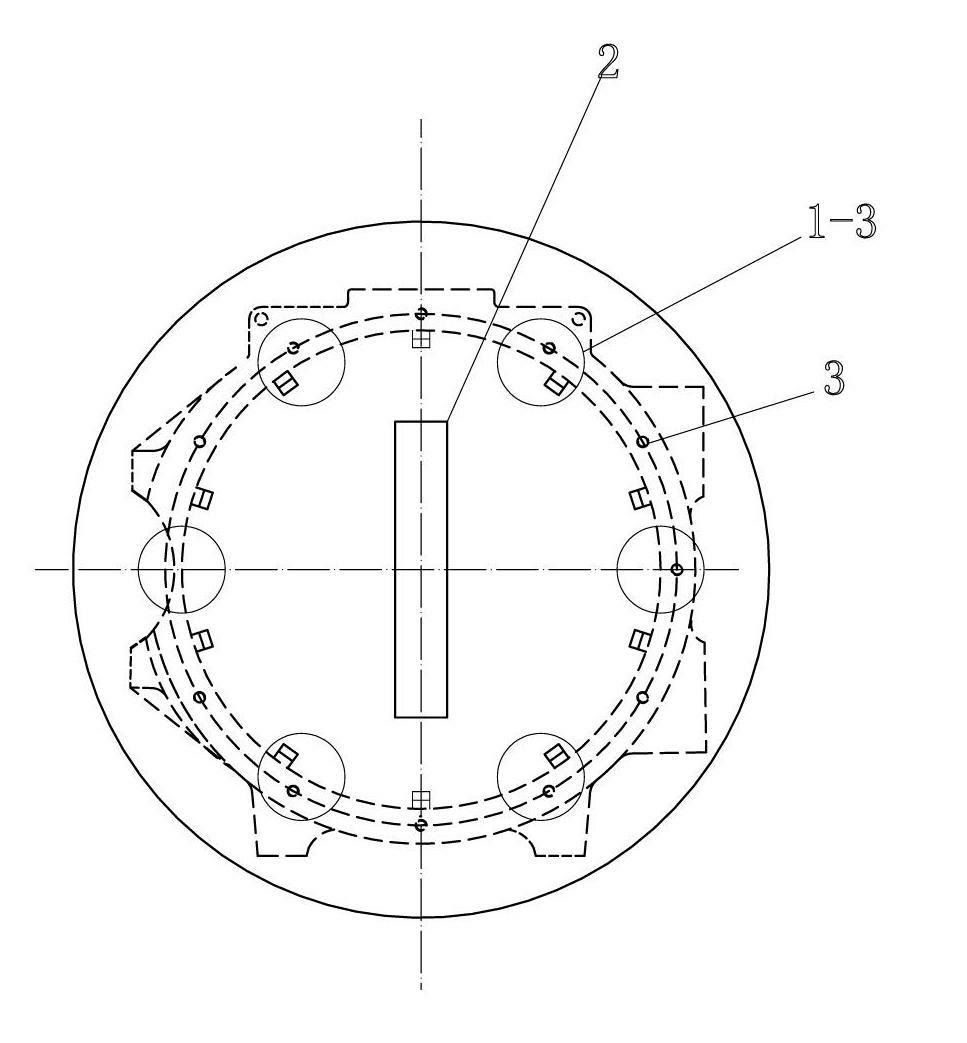
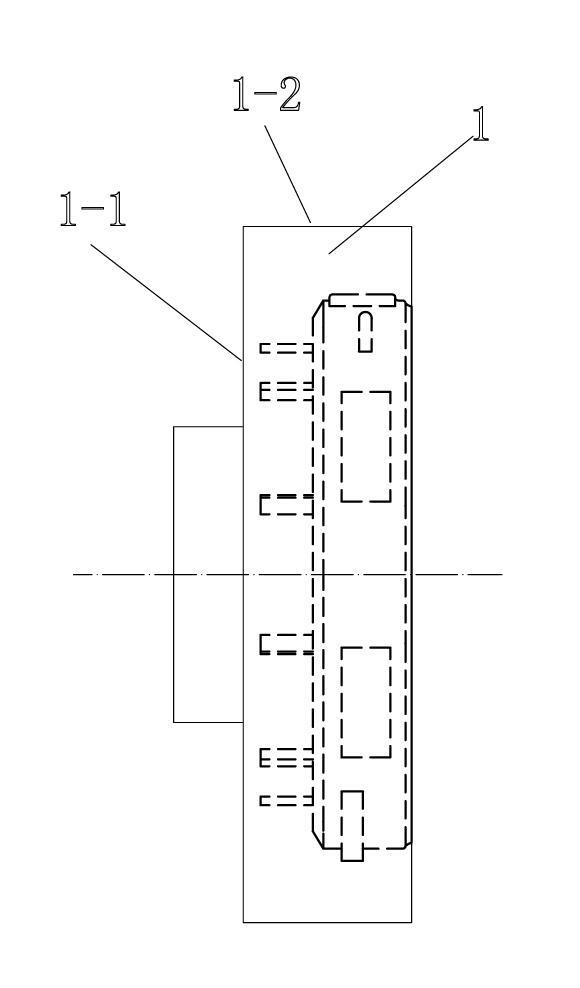
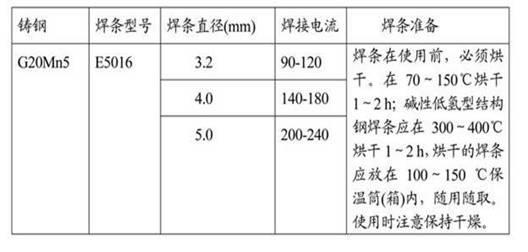
[0013] A high-speed heavy-duty freight electric locomotive traction motor material is G20Mn5 cast steel stator pressure ring welding repair process, the detailed steps are as follows:
[0014] ① On the rough machined surface of the cast steel stator pressure ring, first use a 4MHz phased array oblique probe to find the defect and mark the defect position, and then use a 5MHz phased array straight probe with a near field area of 2mm to scan near the defect position , pinpoint defect depths, and distinguish cracks from other classes. After detecting the defects, mark the defect position; if cracks, incomplete fusion, slag inclusions, pores and other defects that affect the quality are found, mark them directly on the casting with an oil pen. Mark the range of defects with a red pen, and number t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More