

Semi-high speed steel copper soldering inlaid steel cutting blade and manufacturing method thereof
A semi-high-speed steel and copper brazing technology, applied in the direction of manufacturing tools, heat treatment equipment, furnace types, etc., can solve the problems of poor sharpness, low sharpness, and reduce the cost of blade steel alloy content, and achieve low cost and improve smoothness. , the effect of reducing material cost and process cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0044] A semi-high-speed steel copper-brazed paper-cutting blade inlaid with steel in this embodiment, the paper-cutting blade is made of semi-high-speed steel blade steel 1 welded on the cutter body 3 through copper brazing, and the composition of the semi-high-speed steel blade steel 1 As shown in Table 1. Its concrete preparation method is as follows:
[0045] (1) Production of semi-high-speed steel blade steel:
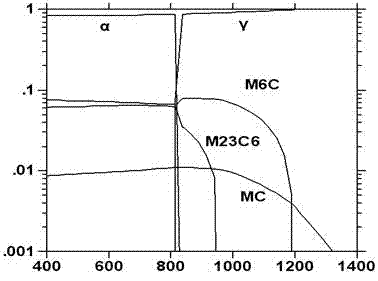
[0046] First prepare the semi-high-speed steel blade steel, adopt induction electric furnace or induction electric furnace+electroslag remelting to smelt the semi-high-speed steel blade steel, and the semi-high-speed steel blade steel satisfying the present invention is composed of the following chemical elements in weight percentage: C: 0.56~ 0.65%, Si: 0.40-0.60%, Mn: 0.25-0.40%, Cr: 6.0-6.8%, W: 1.6-2.5%, Mo: 4.2-5.2%, V: 0.7-0.9%, Nb: 0.1-0.2 %, one of Co or Ni: 0.3-0.4%, S≤0.02%, P≤0.025%, the rest is Fe and unavoidable impurities; the composition design of...
Embodiment 2
[0063] A semi-high-speed steel copper-brazed paper-cutting blade inlaid with steel in this embodiment, the paper-cutting blade is made of semi-high-speed steel blade steel 1 welded on the cutter body 3 through copper brazing, and the composition of the semi-high-speed steel blade steel 1 As shown in Table 1. Its concrete preparation method is as follows:
[0064] (1) Production of semi-high-speed steel blade steel:
[0065] First, the semi-high-speed steel blade steel is prepared, and the semi-high-speed steel blade steel is smelted by induction electric furnace or induction furnace + electroslag remelting. The composition of the semi-high-speed steel blade steel is shown in Table 1.
[0066] (2) Forging and rolling process:
[0067] The semi-high-speed steel blade steel smelted in step (1) is forged and rolled, and the forging and rolling temperature is 870°C to 930°C.
[0068] (3) Annealing:
[0069] Heat the semi-high-speed steel blade steel forged and rolled in step (2...
Embodiment 3
[0078] A semi-high-speed steel copper-brazed paper-cutting blade inlaid with steel in this embodiment, the paper-cutting blade is made of semi-high-speed steel blade steel 1 welded on the cutter body 3 through copper brazing, and the composition of the semi-high-speed steel blade steel 1 As shown in Table 1. Its concrete preparation method is as follows:
[0079] (1) Production of semi-high-speed steel blade steel:
[0080] First, the semi-high-speed steel blade steel is prepared, and the semi-high-speed steel blade steel is smelted by induction electric furnace or induction furnace + electroslag remelting. The composition of the semi-high-speed steel blade steel is shown in Table 1.
[0081] (2) Forging and rolling process:
[0082] The semi-high-speed steel blade steel smelted in step (1) is forged and rolled at a forging temperature of 940°C to 990°C.
[0083] (3) Annealing:
[0084] Heat the semi-high-speed steel blade steel forged in step (2) to 850°C, keep it warm fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More