

High-strength steel welding method
A welding method and technology of high-strength steel, applied in welding equipment, laser welding equipment, metal processing equipment, etc., can solve the problems of reduced bearing capacity of welded structures, slow cooling rate of arc welding, hidden dangers of welding structure safety, etc., and reduce the tendency of softening. , The uniformity of grain distribution is high, and the effect of heat-affected softening is low.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
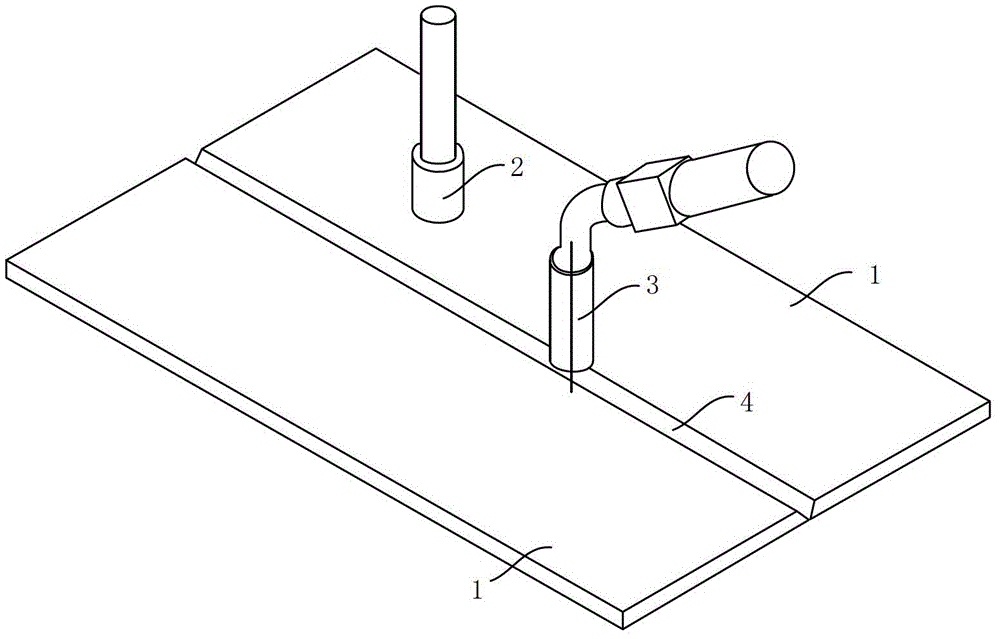
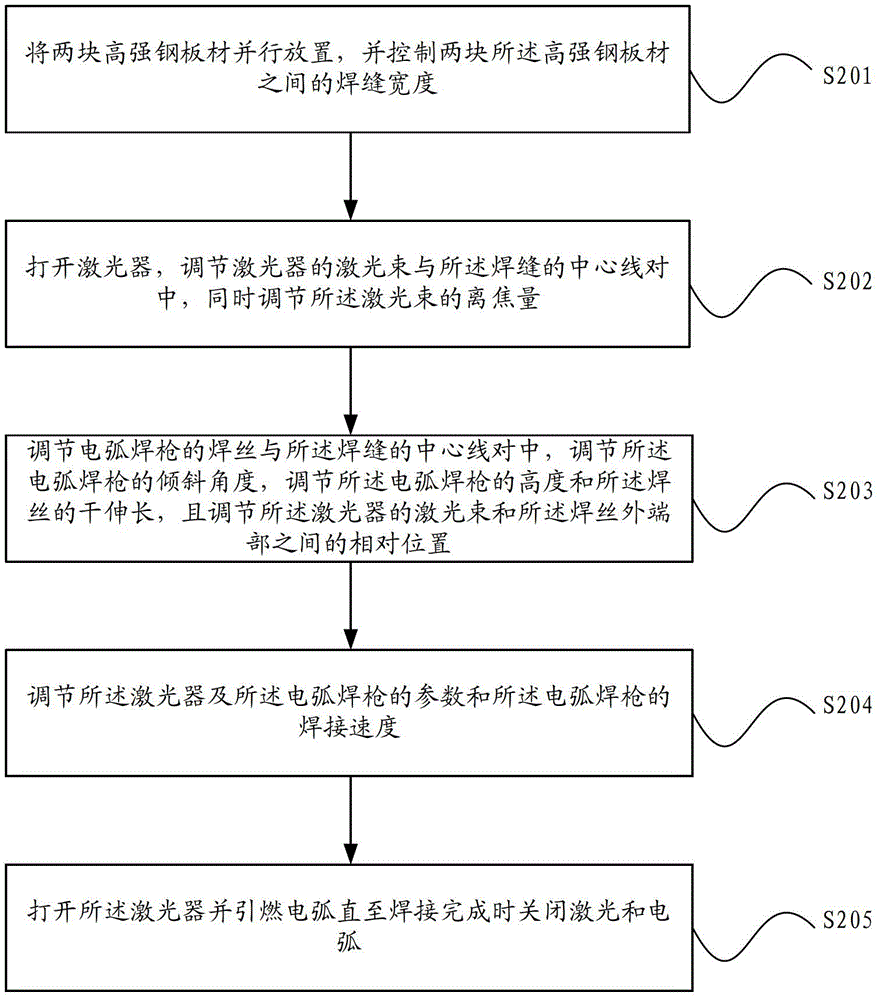
[0037] Such as figure 2 As shown, the high-strength steel welding method provided by the invention includes:
[0038] Step S201: placing two high-strength steel plates in parallel, and controlling the width of the weld between the two high-strength steel plates.
[0039] Specifically, in step S201, after the two high-strength steel plates to be welded are placed in parallel, the width of the weld between the two high-strength steel plates is adjusted accordi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| Defocus amount | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More