Welding process for crankshaft counter balance of internal combustion locomotive engine
A technology for diesel locomotives and welding processes, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve problems such as flaw detection errors, crankshaft deformation, etc., and achieve the effect of expanding space and high starting point of welding technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0055] This embodiment includes the following steps:
[0056] 1) Design welding groove:
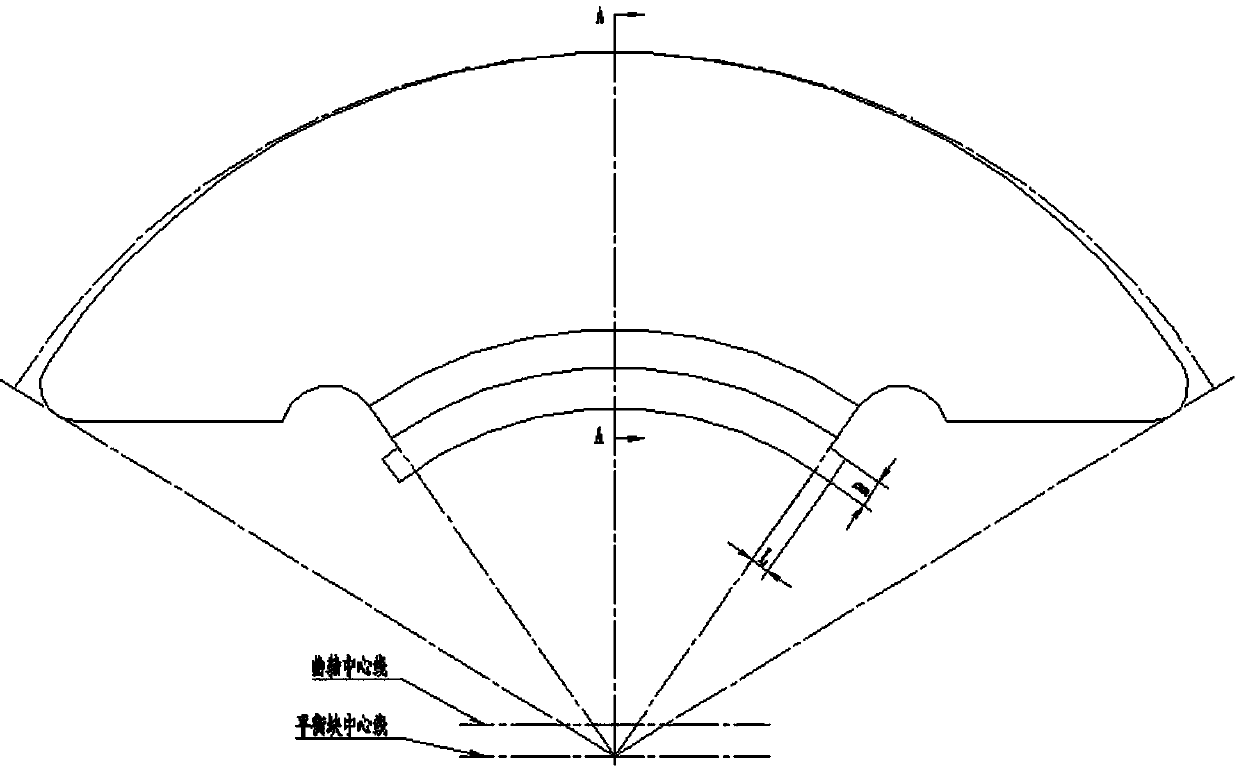
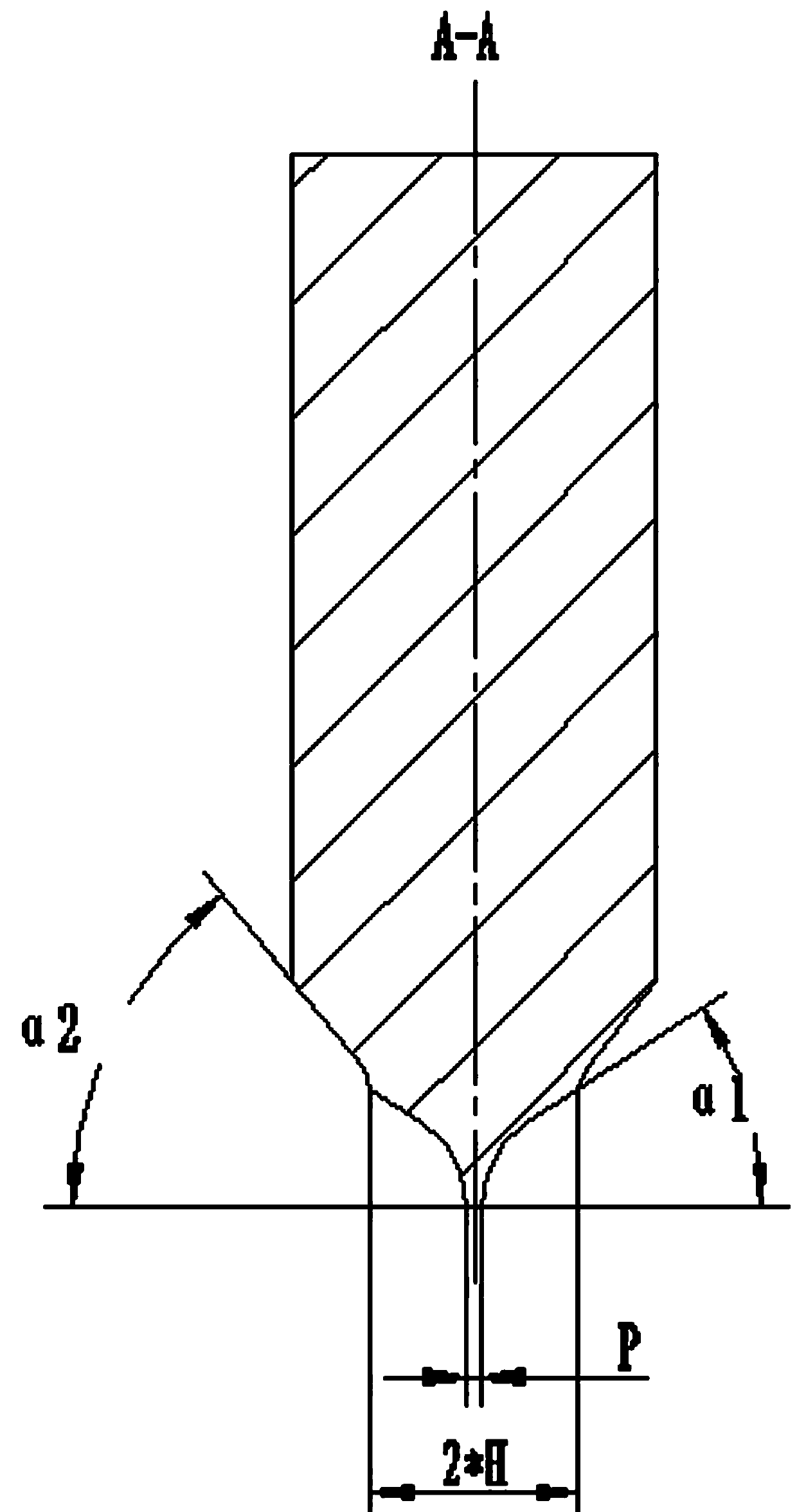
[0057] The groove of the balance weight adopts a groove form with blunt edges and double J+V: root R=15mm, groove surface angle α 1 =35°、α 2 =50°, H=20mm, the thickness of the blunt edge p=3mm; the arc start and stop ends with L=10mm and width B=15mm are processed in the same size at both ends of the balance weight;
[0058] 2) Preheating:
[0059] Enter the heating furnace to preheat the whole to 330°C, keep it for 1.5 hours, and immediately weld the tires after the furnace is released;
[0060] 3) Formal welding:
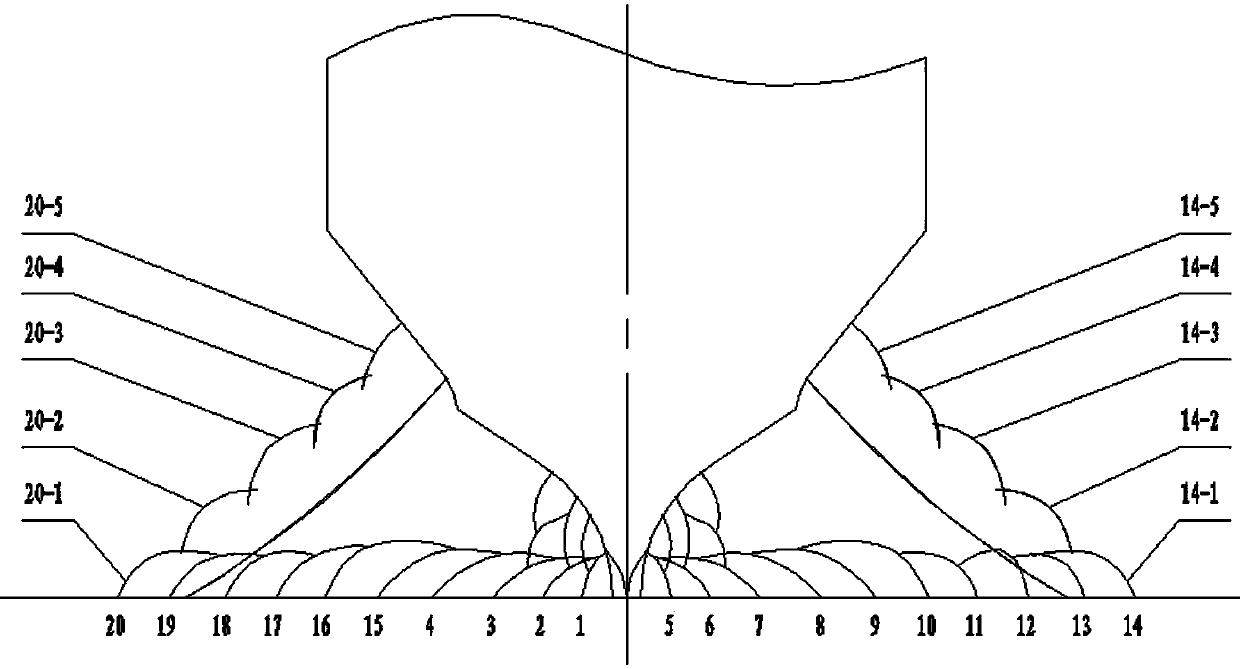
[0061] The balance weight is assembled symmetrically along the crankshaft axial and circumferential direction, and the balance weight assembly gap is 1~2mm; The MAG welding method of G4Si1 / ER50-6 welding wire, two people weld the balance weight symmetrically at the same time; welding current ≯300A, welding voltage ≯34V; multi-layer multi-pass welding, single-pass welding requirements: ...
Embodiment 2
[0069] This embodiment includes the following steps:
[0070] 1) Design welding groove:
[0071] The bevel of the balance weight process adopts a bevel form with blunt edges and double J+V: root R=25mm, bevel surface angle α 1 =25°、α 2 =55°, H=25mm, the thickness of the blunt edge p=4mm; the arc start and stop ends with L=15mm and width B=20mm are processed in the same size at both ends of the balance weight;
[0072] 2) Preheating:
[0073] Enter the heating furnace to preheat the whole to 350°C, keep it for 1.5 hours, and immediately weld the tires after being out of the furnace;
[0074] 3) Formal welding:
[0075] The balance weight is assembled symmetrically along the crankshaft axial and circumferential direction, and the balance weight assembly gap is 1~2mm; MAG welding method of G4Si1 / ER50-6 welding wire, two people weld balance weights symmetrically at the same time; welding current ≯300A, welding voltage ≯34V; multi-layer multi-pass welding, single-pass welding seam requiremen...
Embodiment 3
[0083] This embodiment includes the following steps:
[0084] 1) Design welding groove:
[0085] The groove of the balance weight adopts a groove form with blunt edges and double J+V: root R=23mm, groove surface angle α 1 =30°、α 2 =52°, H=23mm, the thickness of the blunt edge p=4mm; the arc start and stop ends with L=15mm and width B=18mm are processed in the same size at both ends of the balance weight;
[0086] 2) Preheating:
[0087] Enter the heating furnace to preheat the whole to 300℃, keep it for 2 hours, and immediately put the tire on welding after being out of the furnace;
[0088] 3) Formal welding:
[0089] The balance weight is assembled symmetrically along the crankshaft axial and circumferential direction, and the balance weight assembly gap is 1~2mm; MAG welding method of G4Si1 / ER50-6 welding wire, two people weld balance weights symmetrically at the same time; welding current ≯300A, welding voltage ≯34V; multi-layer multi-pass welding, single-pass welding seam requireme...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More