

Aluminum material of zip-top two-sheet can body and production method thereof
A production method and technology of aluminum materials, applied in the field of aluminum alloy manufacturing, can solve problems such as fire accidents, low production efficiency, and one-hour consumption, and achieve the effects of improving efficiency, increasing yield, and reducing the number of times on the machine
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0027] The alloy state of the aluminum body of the easy-to-pull 2-piece can described in this embodiment: 3104H19; the thickness of the finished product: 0.275mm; the production process includes: melting and casting→sawing and milling→homogenization treatment→hot rolling→cold rolling→finishing and trimming , pre-oiling → packaging, the specific process parameters are as follows:
[0028] (1) Casting
[0029] The mass percentages of the chemical composition of molten aluminum after casting are: Si0.2056%, Fe0.4207%, Cu0.1636%, Mn0.8889%, Mg1.2141%, Cr0.0080%, Zn0.0180%, Ti0.0123 %, Al97.0678%; the melting temperature is 735°C, the refining temperature is 728°C, and the casting temperature is 684°C.
[0030] (2) Homogenization treatment (heating): the ingot is kept at 600~610°C for 8~10 hours, then turned to 510~520°C for 2~3 hours.
[0031] (3) Hot rolling: use 1+5 hot rolling production line, 1 reversible rough rolling mill plus 1 five-stand hot continuous rolling production...
Embodiment 2
[0041]The alloy state of the aluminum body of the easy-to-pull 2-piece can described in this embodiment: 3104H19; the thickness of the finished product: 0.275mm; the production process includes: melting and casting→sawing and milling→homogenization treatment→hot rolling→cold rolling→finishing and trimming , pre-oiling → packaging, the specific process parameters are as follows:
[0042] (1) Casting
[0043] The mass percentages of the chemical composition of molten aluminum after casting are: Si0.2287%, Fe0.4654%, Cu0.2054%, Mn0.8872%, Mg1.2265%, Ti0.0123%, Cr0.0001%, Zn0.0101 %, Al96.9633%; the melting temperature is 730°C, the refining temperature is 728°C, and the casting temperature is 687°C.
[0044] (2) Homogenization treatment (heating): the ingot is kept at 600~610°C for 8~10 hours, then turned to 510~520°C for 2~3 hours.
[0045] (3) Hot rolling: use 1+5 hot rolling production line, 1 reversible rough rolling mill plus 1 five-stand hot continuous rolling production ...
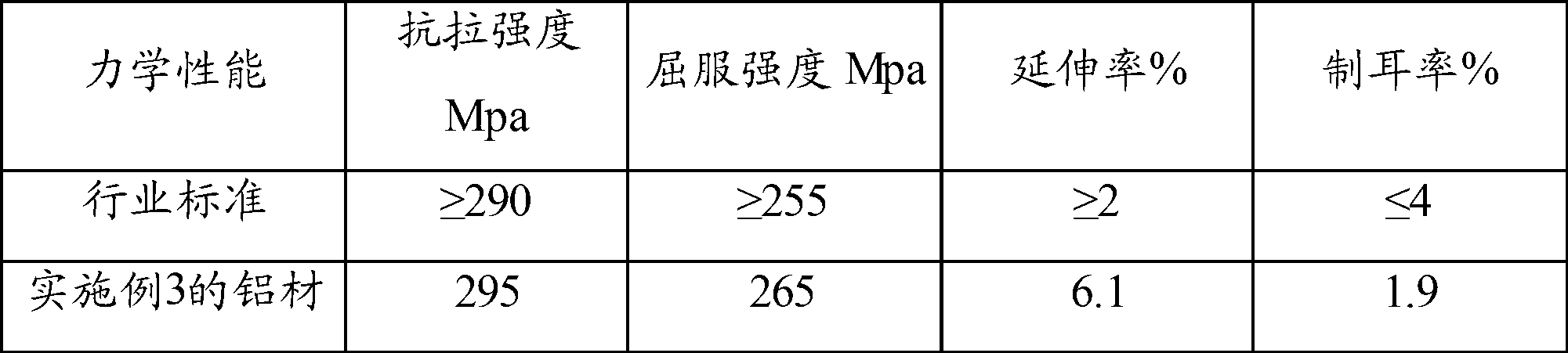
Embodiment 3
[0055] The alloy state of the aluminum body of the easy-to-pull 2-piece can described in this embodiment: 3104H19; the thickness of the finished product: 0.275mm; the production process includes: melting and casting→sawing and milling→homogenization treatment→hot rolling→cold rolling→finishing and trimming , pre-oiling → packaging, the specific process parameters are as follows:
[0056] (1) Casting
[0057] The mass percentages of the chemical composition of molten aluminum after casting are: Si0.1857%, Fe0.3929%, Cu0.1525%, Mn0.8603%, Mg1.1986%, Ti0.0161%, Cr0.0010%, Zn0.0110 %, Al97.1809%; the melting temperature is 735°C, the refining temperature is 730°C, and the casting temperature is 689°C.
[0058] (2) Homogenization treatment (heating): the ingot is kept at 600~610°C for 8~10 hours, then turned to 510~520°C for 2~3 hours.
[0059] (3) Hot rolling: use 1+5 hot rolling production line, 1 reversible rough rolling mill plus 1 five-stand hot continuous rolling production...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More