

Environment-friendly easy slag detaching welding electrode and producing method thereof
A welding rod and slag removal technology, applied in welding equipment, welding media, manufacturing tools, etc., can solve the problem of high price of rutile, and achieve the effect of reducing surface tension, improving process performance and improving melting speed.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
[0024] Embodiment 1: The specific process method steps are:
[0025] I. The filler composition and content by weight are: reduced ilmenite 30%; rutile 27%; sepiolite 4%; medium carbon ferromanganese 18%; alumina 4%; magnesium oxide 4%; ferrosilicon 4 %; Nickel 2%; Mica 7% raw materials are crushed and ball milled to produce a powder with 200 mesh, and the carbon-manganese-iron alloy powder in the material is passivated;
[0026] II. Mix the raw materials treated in I uniformly, slowly add 25% of the total weight of the raw materials, with a modulus of 2.8M potassium-sodium water glass, and mix evenly to form an electrode coating;
[0027] III. The electrode coating coating prepared by II is pressure-coated on the core of H08A core by using the infinitely variable electric welding rod spiral coating machine. The surface of the extruded electrode is smooth and the coating is uniform and dense. Finally, the wet electrode is pressed Dry it, bake it at 150°C for 1 hour, and then pack it ...
Embodiment approach 2
[0029] I. The filler components and content are calculated by weight as follows: reduced ilmenite 30%; rutile 24%; sepiolite 4%; medium carbon ferromanganese 15%; alumina 8%; magnesium oxide 6%; ferrosilicon 4 %; Nickel 6%; Mica 3% raw materials are crushed and ball milled to produce 400 mesh powder, and the carbon-manganese-iron alloy powder in the material is passivated;
[0030] II. Mix the raw materials treated in I uniformly, slowly add 25% of the total weight of the raw materials, with a modulus of 2.8M potassium-sodium water glass, and mix evenly to form an electrode coating;
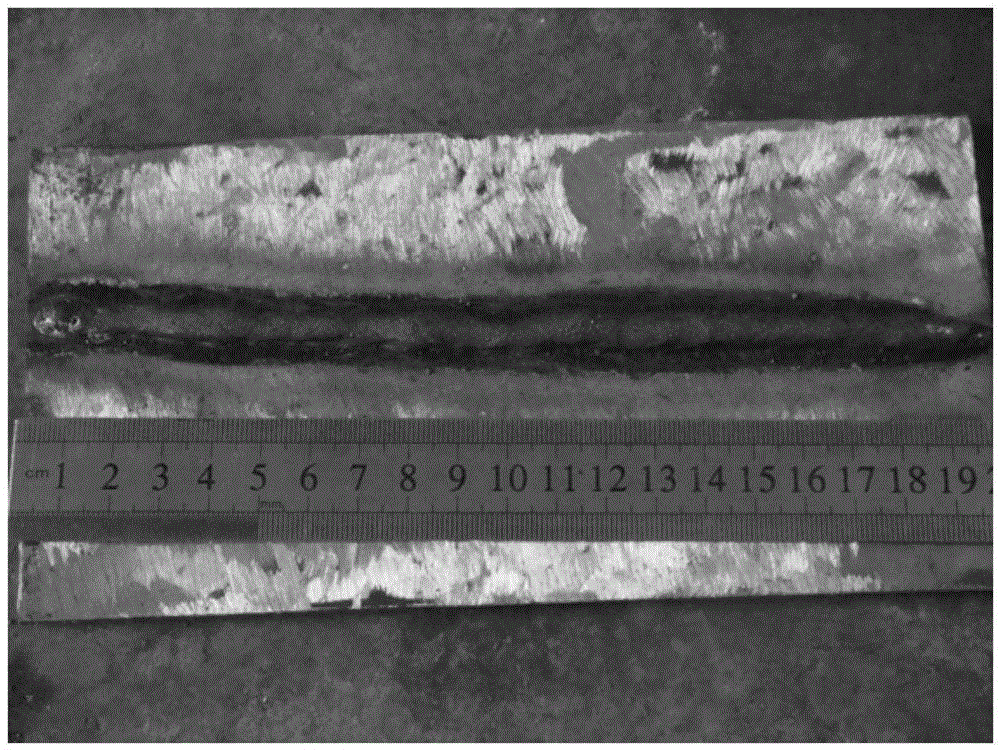
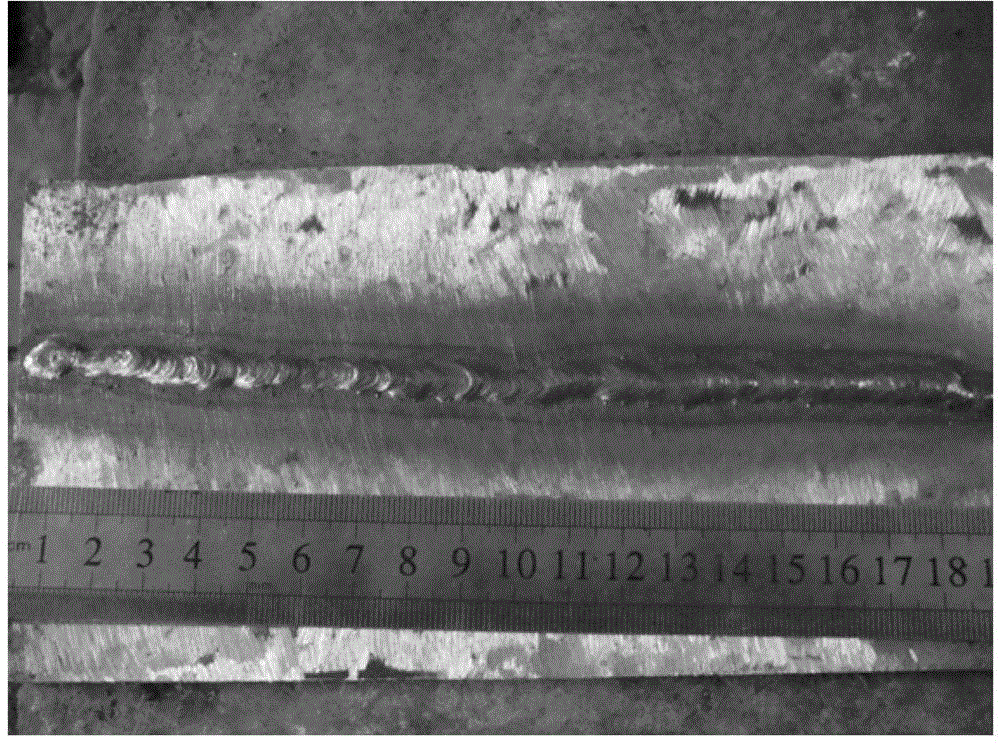
[0031] III. The electrode coating coating prepared by II is pressure-coated on the H08A core by using the stepless variable-speed electrode spiral coating machine. The surface of the extruded electrode is smooth and the coating is even and dense. Finally, the pressure-coated wet electrode is dried , Bake at 200°C for 1 hour, then it can be packed and shipped out. The welding effect is like figure 1 w...
Embodiment approach 3
[0033] I. The filler components and content by weight are: reduced ilmenite 23%; rutile 23%; sepiolite 4%; medium carbon ferromanganese 18%; alumina 8%; magnesium oxide 6%; ferrosilicon 6 %; Nickel 6%; Mica 6% raw materials are crushed and ball milled to produce 300 mesh powder, and the carbon-manganese-iron alloy powder in the material is passivated;
[0034] II. Mix the raw materials treated in I uniformly, slowly add 25% of the total weight of the raw materials, with a modulus of 2.8M potassium-sodium water glass, and mix evenly to form an electrode coating;
[0035] III. The electrode coating coating prepared by II is pressure-coated on the H08A core by using the stepless variable-speed electrode spiral coating machine. The surface of the extruded electrode is smooth and the coating is even and dense. Finally, the pressure-coated wet electrode is dried , Bake at 180°C for 1 hour, then it can be packed and shipped out. The welding effect is like figure 1 with figure 2 Shown. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More