

Method of casting thick-wall casting through sand insulation cold iron
A technology for sand-separated cold iron and thick-walled castings, which is applied in the field of casting thick-walled castings, can solve the problems of time-consuming and labor-intensive production, high casting production costs, and achieve the effects of reducing production costs, improving cleaning efficiency, and reducing usage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
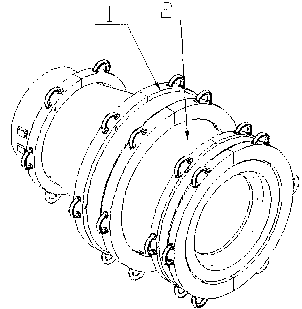
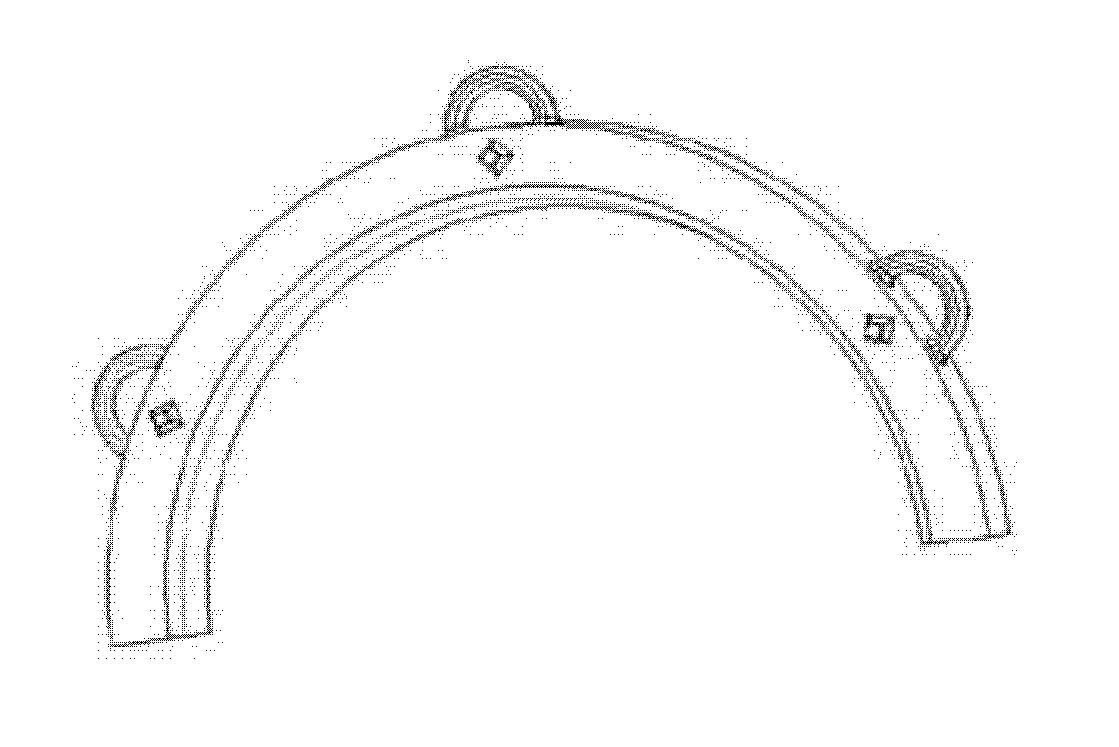
[0017] A method for casting thick-walled castings using sand-separated cold iron, the method is sequentially mold making, molding, core making, box closing, pouring and sand cleaning, such as figure 2 Shown: Before modeling, place the sand-insulated chill iron 1 on the hot joint, that is, the thick part of the casting 2, and then fix it with the boss of the sand-insulated chill iron, and put the boss on the sand-insulated chill iron close to the casting pattern of the casting Place it so that the three bosses of the sand-isolated chill iron are all close to the pattern. After placing the sand-isolated chill iron, use a rectangular strip to compact the sand layer between the chill iron and the casting pattern of the casting. The vibrating compaction platform performs micro compaction on the molding sand. The vibration frequency is 50HZ, and the micro vibration is compacted for 30 seconds. After standing for 2 hours, the box is opened, and after the box is closed, the molten iro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More