

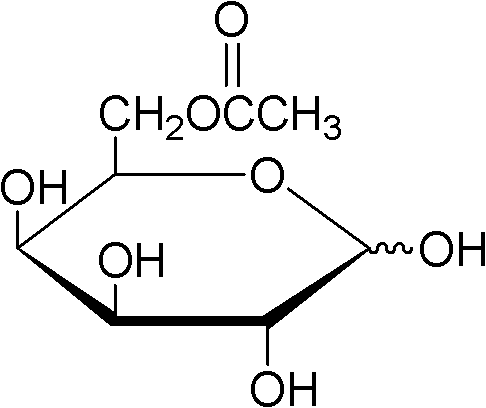
Method of using lipase to catalyze and synthesize galactose-6-acetate on line
A technology of galactose and lipase, which is applied in the field of lipase-catalyzed online controllable selective synthesis of galactose-6-acetate, can solve the problems of low conversion rate and selectivity, long reaction time, etc., and shorten the reaction Effect of time, reduced usage, high conversion and reaction selectivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Embodiment 1: the synthesis of galactose-6-acetate
[0027]
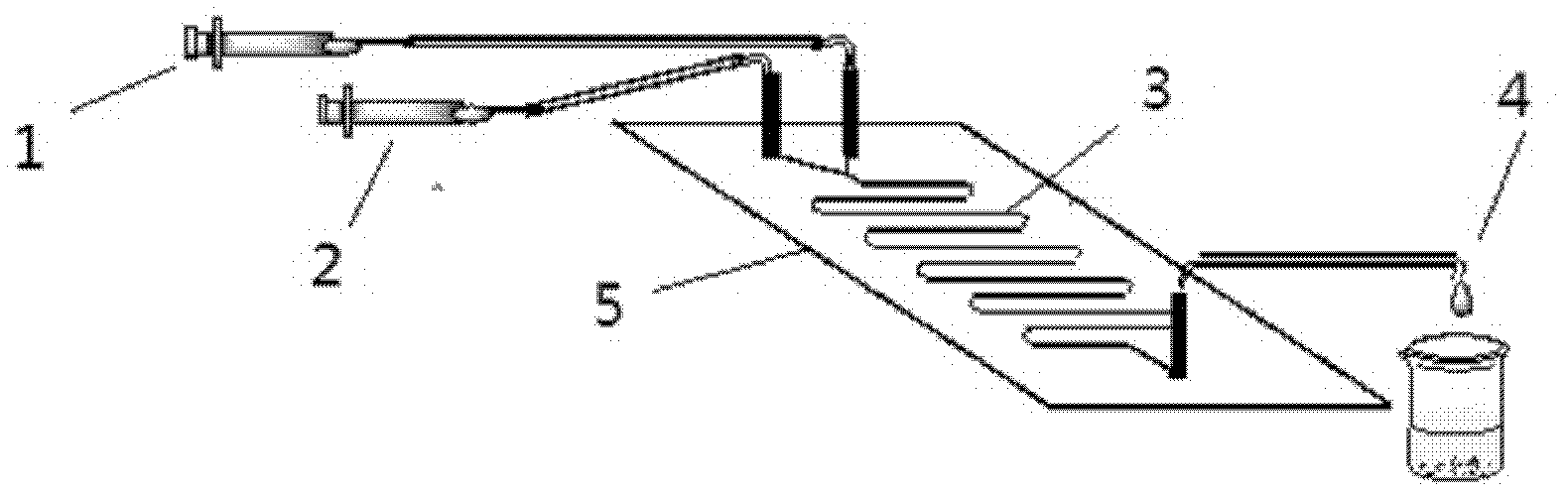
[0028] device reference figure 1 : Dissolve galactose (0.4mmol) in 10mL of tert-amyl alcohol: DMSO=4:1 (v / v) mixed solvent, vinyl acetate (8.8mmol) is dissolved in 10mL of tert-amyl alcohol, and then respectively packed in 10mL Ready to use in the syringe. 0.87g of lipase Lipozyme TLIM was evenly filled in the reaction channel of the microfluidic channel reactor, and driven by the PHD2000 syringe pump, the two reaction solutions were separated at 10.4 μL min -1 The flow rate enters the reaction channel through the "Y" joint for reaction, and the temperature of the reactor is controlled at 52 ° C by a water bath thermostat. The reaction solution flows continuously in the reaction channel for 30 minutes, and the reaction results are tracked and detected by thin-layer chromatography (TLC).
[0029] The reaction solution was collected online by the product collector, the solvent was distilled off under reduc...
Embodiment 2-5
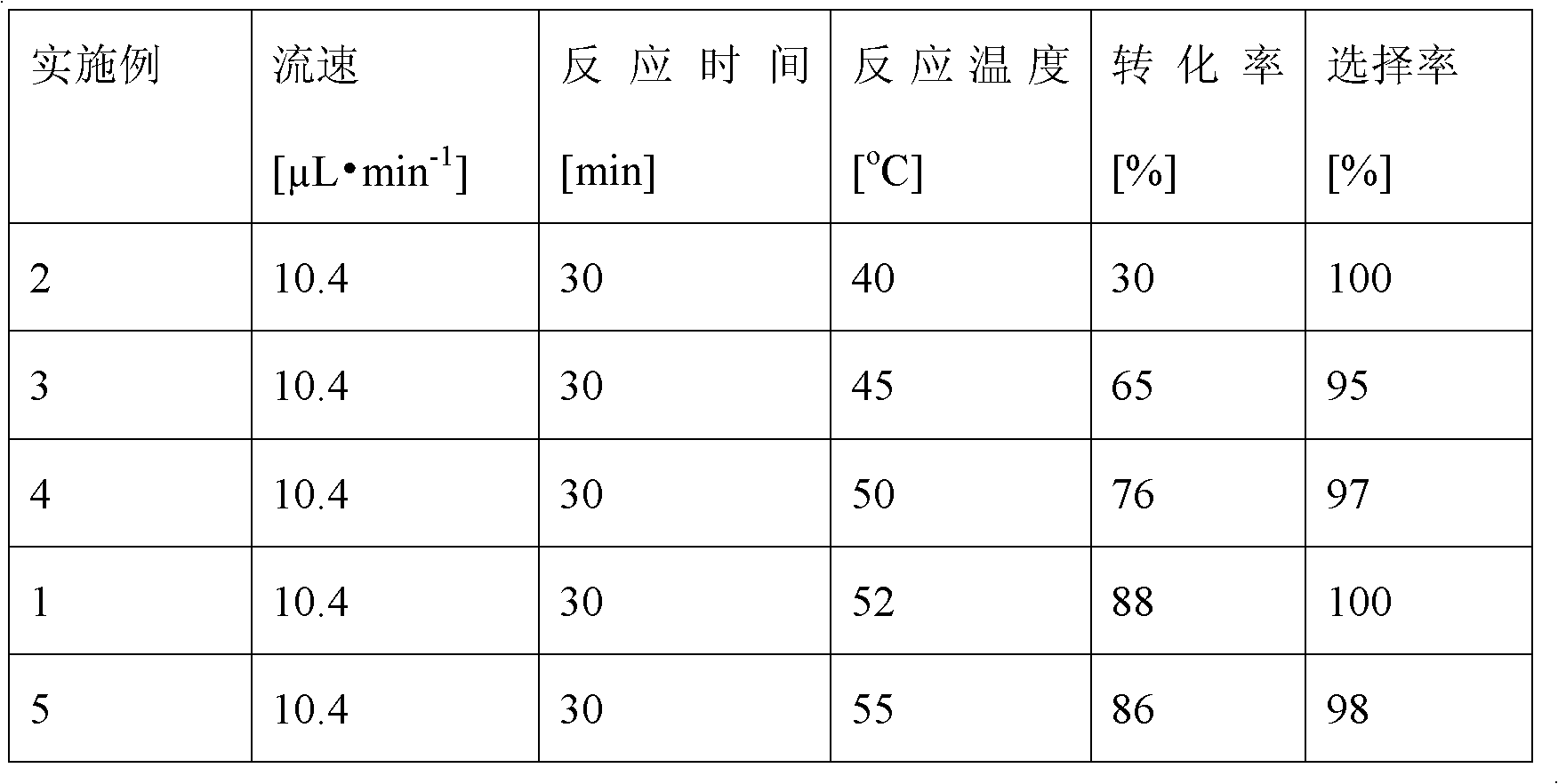
[0033] Change the temperature of the microfluidic channel reactor, others are the same as in Example 1, and the reaction results are as shown in Table 1:
[0034] Table 1: Effect of Temperature on Reaction
[0035]
[0036] The results in Table 1 show that when the flow rate is 10.4 μL min -1 , when the reaction time is 30min, the conversion rate increases obviously with the increase of the reaction temperature. When the reaction temperature reaches 52°C, the conversion rate and selectivity of the reaction are the best. The decrease in enzyme activity leads to a decrease in the conversion rate and selectivity of the reaction, so the optimal reaction temperature of galactose acetate in the microfluidic microchannel reactor in the present invention is 52°C.
Embodiment 6-10
[0038] Change the substrate ratio of vinyl acetate and galactose in the microfluidic microchannel reactor to be 18:1 (Example 6), 19:1 (Example 7), 20:1 (Example 8), 21:1 (Example 9), 23:1 (Example 10), others are the same as Example 1, and the results are shown in Table 2.
[0039] Table 2: Effect of Galactose to Vinyl Acetate Substrate Ratio on Reaction
[0040] Example
[0041] 9
[0042] The result of table 2 shows, along with the increase of reactant vinyl acetate, the conversion rate of reaction also thereupon increases, and when substrate ratio is 22: 1, the conversion rate of reaction and selectivity are optimal, and galactose is quantified substantially Complete conversion to galactose-6-acetate. Now if continue to increase the consumption of reactant vinyl acetate, will cause the conversion rate of reaction and selectivity to reduce, thereby, the optimal substrate ratio of this reaction is 22: 1, under this reaction condition, galactose is quan...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More