

Method for processing multi-fibre spun yarn and multi-fiber spun yarn processed through method
A processing method, technology of spinning yarn, applied in the direction of yarn, textile and paper making
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
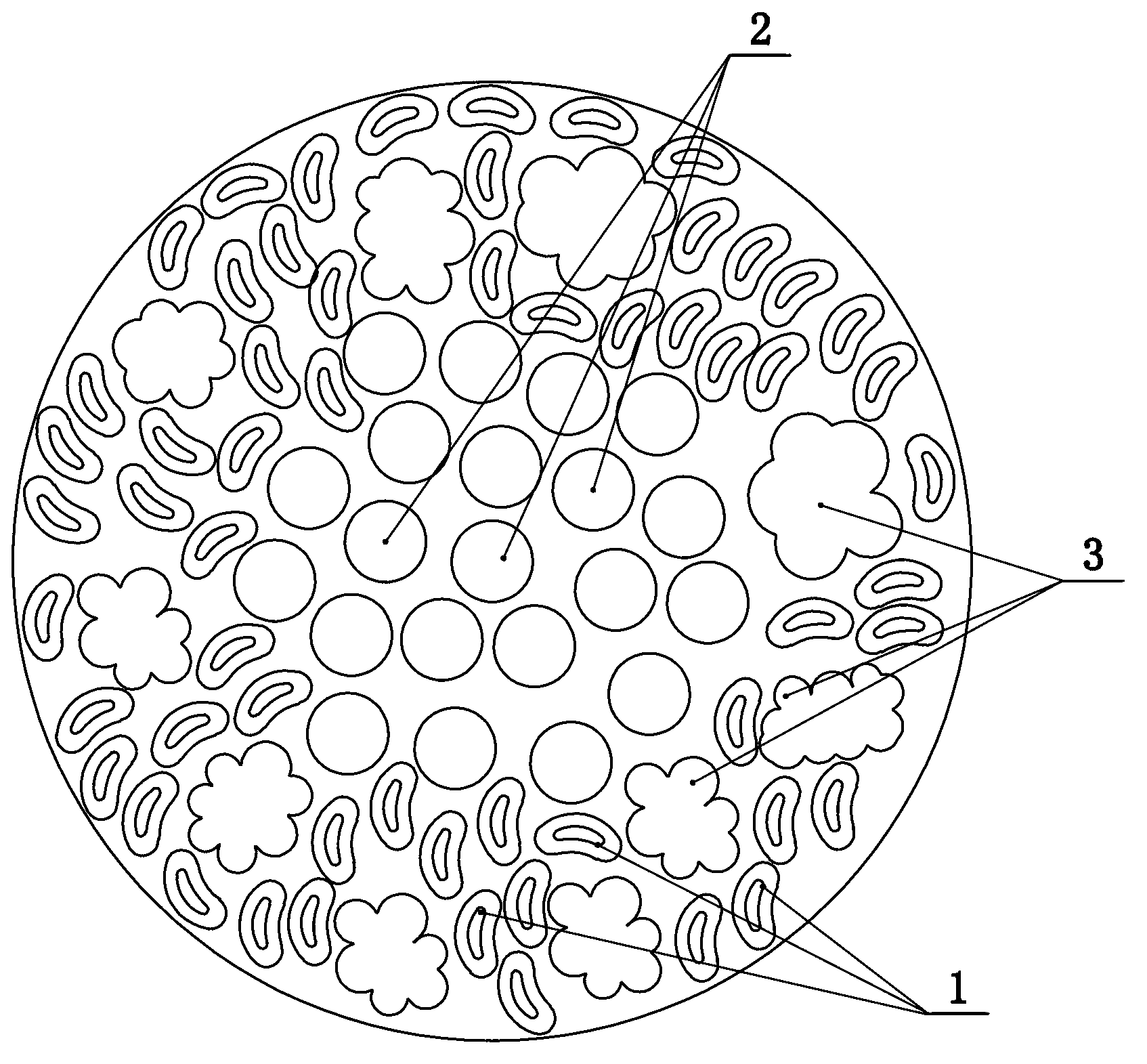
[0017] Example 1 Cotton fiber 1, polyester fiber 2, viscose fiber 3 blended yarn:
[0018] Textile material selection: cotton fiber 1: grade 3, linear density 1.67dtex, length 29mm; polyester fiber: linear density 1.33dtex, length 38mm; viscose fiber: linear density, 1.67dtex, length 38mm.
[0019] Blending ratio: cotton fiber, polyester fiber and viscose fiber are stored on the cotton table according to the mass ratio of 70:20:10, and the height and upper, middle and lower layer components are the same during the storage.
[0020] Specific spinning process:
[0021] Blowing and carding unit: JWF1012 cotton grabber→FA126 heavy object separator→FA113A single-axis opener→FA028 multi-bin cotton blender→FA1124 cleaning machine→FA151 dust removal machine→JWF1172 cotton feeding box→FA221E carding machine →FA306A draw frame→FA322B draw frame→FA457 roving frame→DTM129 spinning frame→AC X5 automatic winder→packing.
[0022] The cotton grabbing machine adopts the technology of less grabbing and ...
example 2
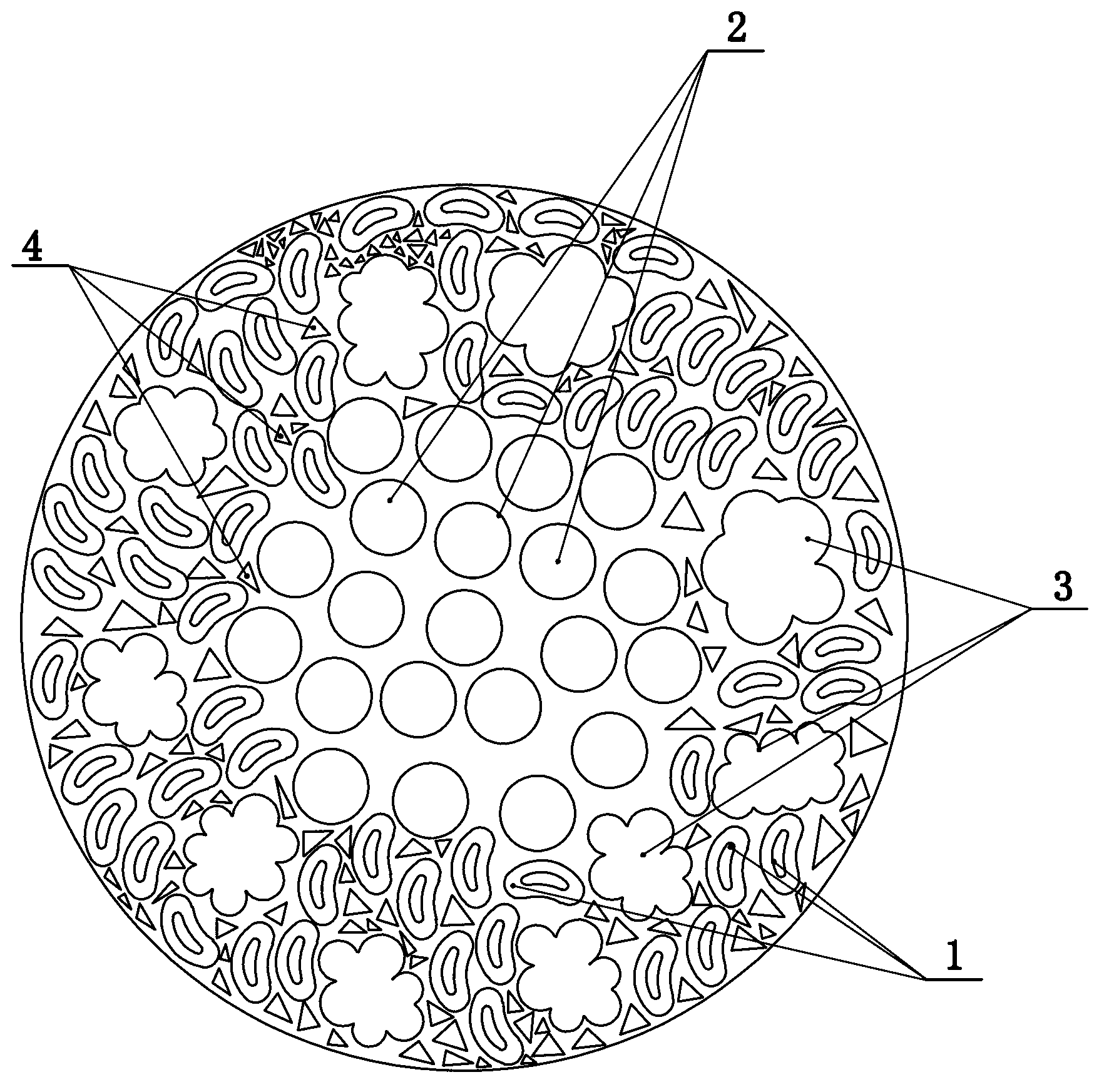
[0030] Example 2 Spinning cotton fiber 1, polyester fiber 2, viscose fiber 3, sky bamboo fiber 4 blended yarn:
[0031] Selection of textile materials: cotton fiber 1: grade 3, linear density 1.67dtex, length 29mm; polyester fiber 2: linear density 1.33dtex, length 38mm; viscose fiber 3: linear density, 1.67dtex, length 38mm; sky bamboo Fiber 4: Linear density, 1.67 dtex, length 38mm.
[0032] Blending ratio: cotton fiber 1, polyester fiber 2, viscose fiber 3, and sky bamboo fiber 4 are stored on the cotton platform at a mass ratio of 40:40:10:10. The height and composition of the upper, middle and lower layers are the same.
[0033] Specific spinning process: Same as Example 1.
[0034] The blowing-carding and drawing process are the same as in Example 1.
[0035] Roving twist coefficient 78.
[0036] In the spinning process, the twist factor is 341, the traveler specification is 6903 10 / 0#, and the others are the same as in Example 1.
[0037] The winding process is the same as in Exam...
example 3
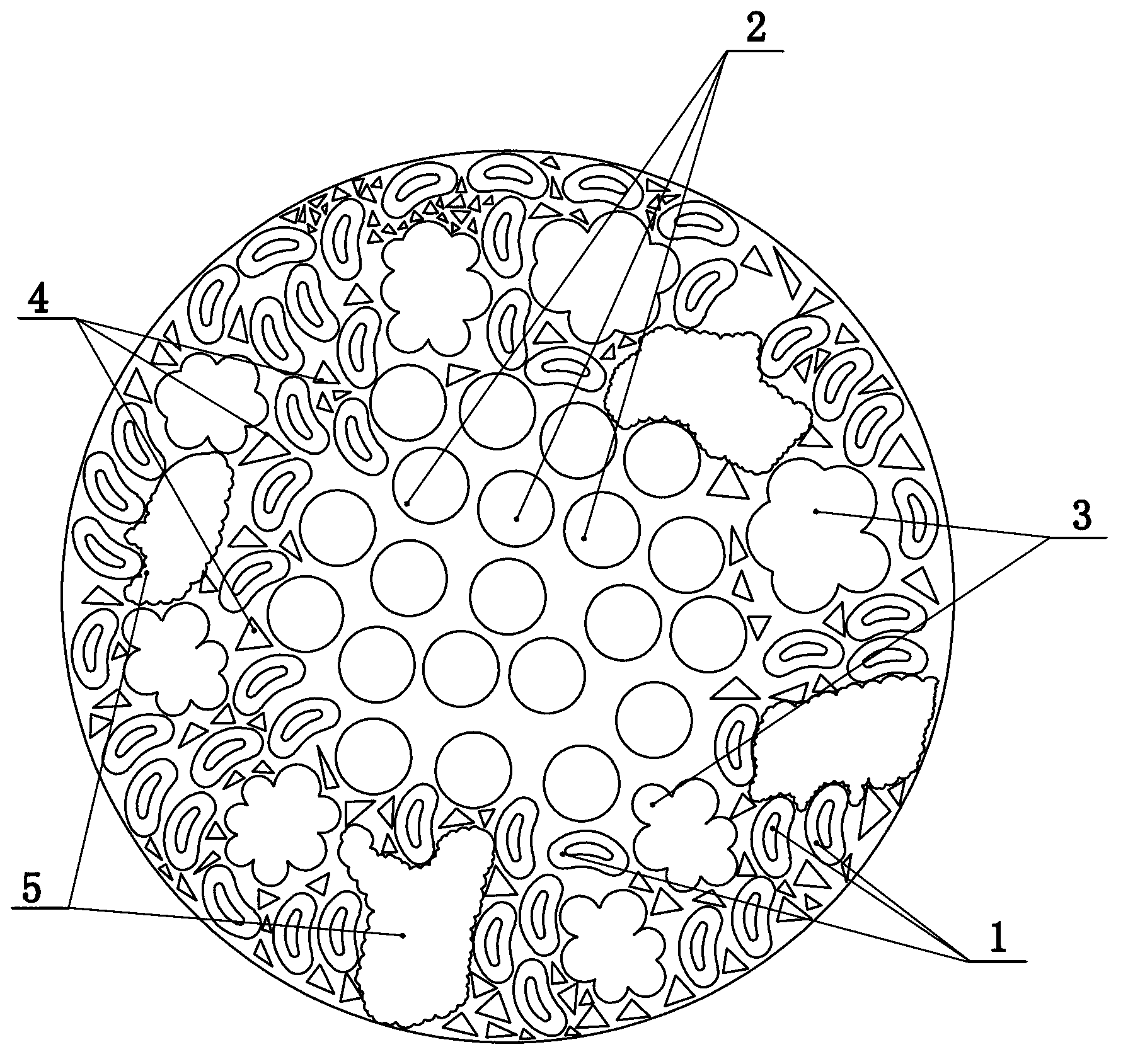
[0041] Example 3 Blended yarn of cotton fiber 1, corn fiber 5, polyester fiber 2, viscose fiber 3, and bamboo fiber 4:
[0042] Selection of textile materials: cotton fiber 1: grade 3, linear density 1.67dtex, length 29mm; corn fiber 5: fineness 1.1D, average length 35mm; polyester fiber 2: linear density 1.33dtex, length 38mm; viscose fiber 3 : Linear density, 1.67dtex, length 38mm; Sky bamboo fiber 4: Linear density, 1.67dtex, length 38mm.
[0043] The corn fiber 5 is pulled loose, humidified (moisture regain is controlled at 9%) into a bale, and the cotton fiber 1, corn fiber 5, polyester fiber 2, viscose fiber 3, and sky bamboo fiber 4 are in a mass ratio of 25:25:30:10 :10 Put the warehouse on the cotton table, the height and composition of the upper, middle and lower layers are the same.
[0044] Process flow: same as example 1
[0045] Blowing-carding unit: FA221E carding machine, the gauge from the feeding board to the licker roller is 0.50mm, and the gauge from the licker ro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More