

Manufacturing method of age-hardened thin-strip casting low-carbon microalloyed steel strip
An age-hardening and manufacturing method technology, applied in the field of age-hardening thin strip continuous casting low carbon microalloy steel strip manufacturing, can solve the problem of reducing the advantages of production lines, increasing the area of thin strip continuous casting and rolling production lines, and increasing investment costs And other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
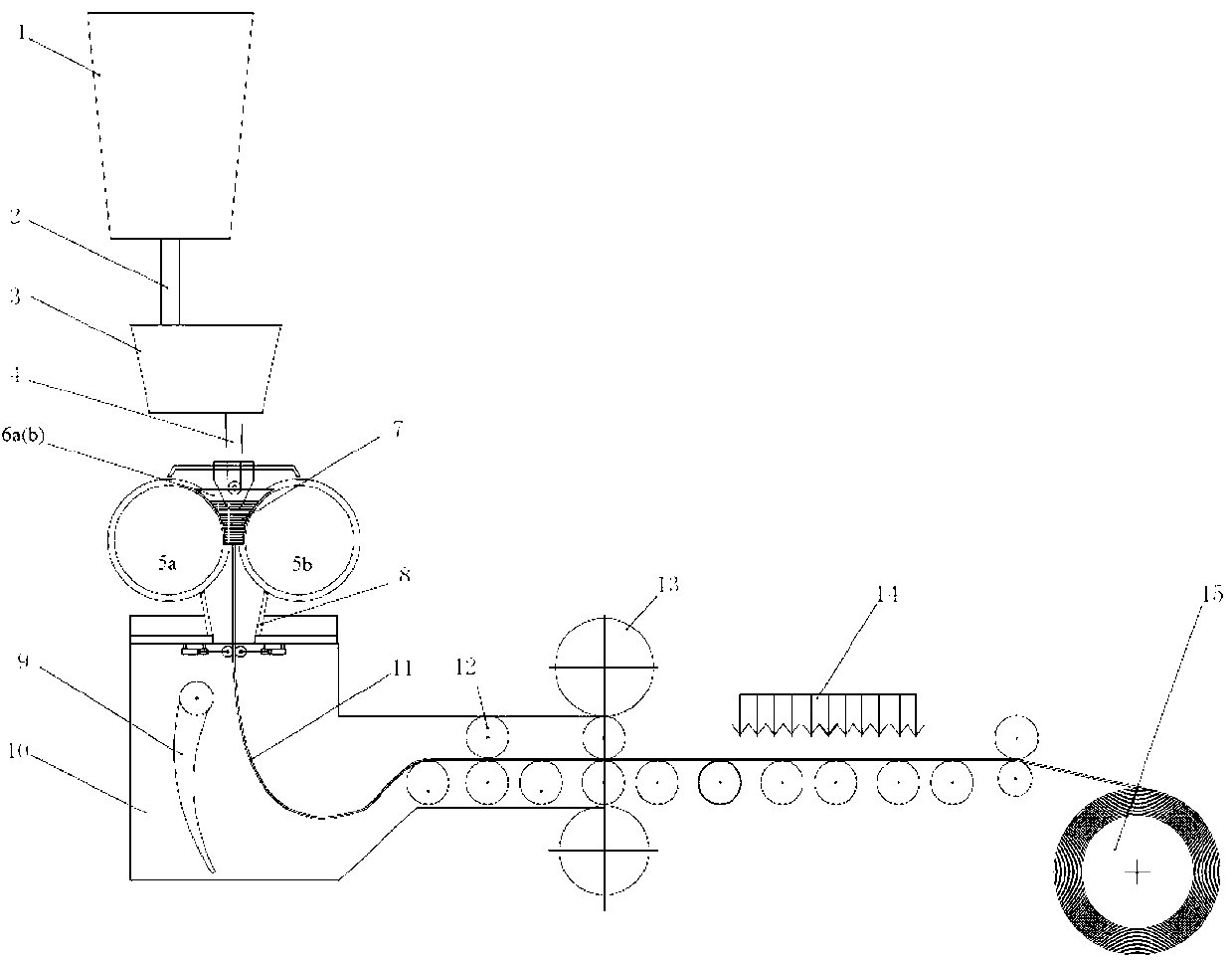
[0084] see figure 1 , the strip continuous casting process of the present invention, the molten steel in the ladle 1 passes through the long nozzle 2, the tundish 3 and the submerged nozzle 4, and is poured into the water-cooled crystallization rollers 5a, 5b and the side sealing plate by two relatively rotating In the molten pool 7 formed by 6a and 6b, a 1-5mm casting belt 11 is formed through cooling of the water-cooled crystallization roller, and the casting belt passes through the secondary cooling device 8 in the airtight chamber 10 to control its cooling rate. The cast strip is sent to the hot rolling mill 13 by the roll 12. After the hot rolling, a hot strip of 0.5-3mm is formed, and then passes through the cooling device 14 for three times, and then the hot strip enters the coiler 15. After the steel coil is removed from the coiler, it is naturally cooled to room temperature.
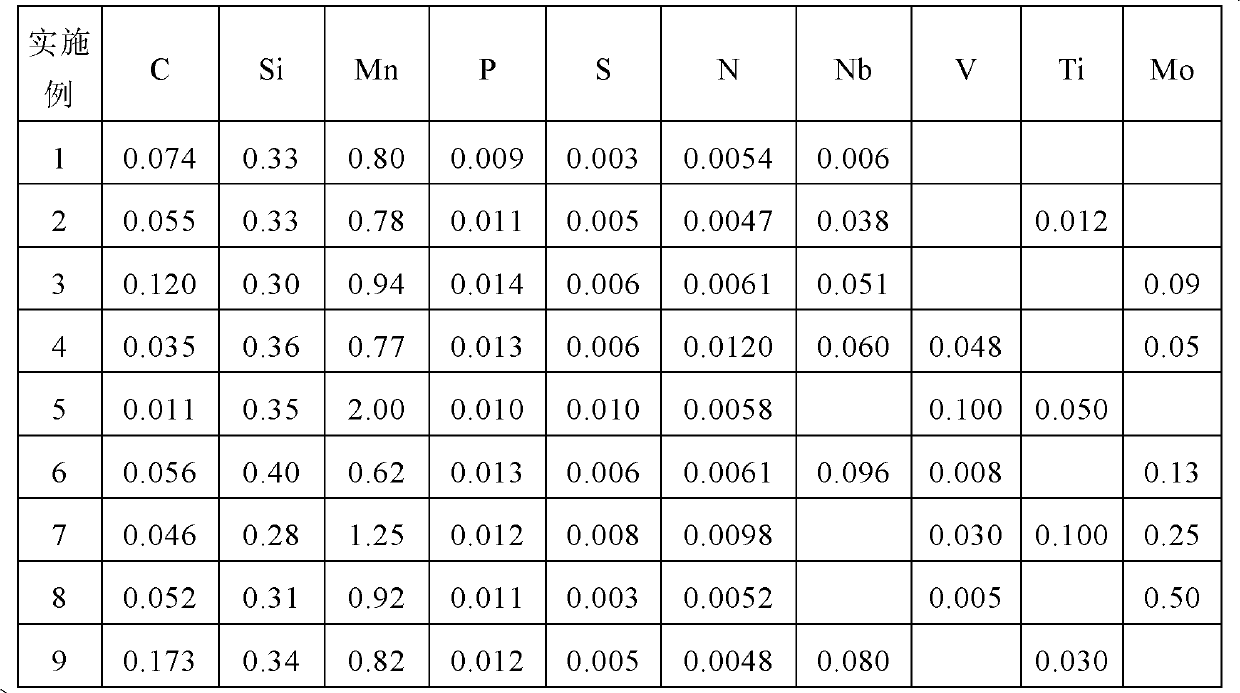
[0085] The molten steels of Examples 1-10 of the present invention were obtained by smeltin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More