

Process for producing hot-rolled acid-pickled 610 L automobile frame steel strip with thin gauge and high elongation
A technology of automobile beam steel and production process, which is applied in the field of automobile steel production technology, to achieve the effect of reducing the weight of the whole vehicle, reducing the thickness of the steel plate, and reducing fuel consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
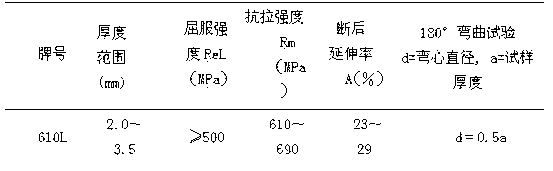
[0018] After converter smelting and LF furnace refining, the chemical composition of 610L hot-rolled automobile frame steel strip is controlled as follows: C: 0.08 wt%, Mn: 1.55 wt%, S: 0.007 wt%, P: 0.019 wt%, Si: 0.09 wt% , Als: 0.026 wt%, Nb: 0.047 wt%, Ti: 0.018 wt%, slab thickness 150mm. The casting slab is heated by a walking heating furnace, and the temperature of the slab coming out of the furnace is ≥1280°C. The heating time is 150 minutes. After 5 passes of rough rolling, the thickness of the intermediate billet after rough rolling is 35-40mm. After being coiled by the hot coil box, the head and tail are reversed to reduce the temperature difference between the head and the tail, and then go through 7 passes of finish rolling. To form a steel strip with a thickness of 2.3mm, the temperature of the finishing rolling is controlled within the range of 1030-1070°C, the temperature of the finish rolling is 840±10°C, the strip is cooled in the laminar cooling line, and the...
Embodiment 2
[0027] After converter smelting and LF furnace refining, the chemical composition of 610L hot-rolled automobile frame steel strip is controlled as follows: C: 0.06wt%, Mn: 1.60wt%, S: 0.005wt%, P: 0.015wt%, Si: 0.06wt% , Als: 0.029 wt%, Nb: 0.047 wt%, Ti: 0.018 wt%, slab thickness 150mm. The casting slab is heated by a walking heating furnace, and the temperature of the slab coming out of the furnace is ≥1280°C. The heating time is 150 minutes. After 5 times of rough rolling, the thickness of the intermediate billet after rough rolling is 35-40mm. After being coiled by the hot coil box, the head and tail are reversed to reduce the temperature difference between the head and the tail, and then 7 times of finish rolling. For steel strips with a thickness of 2.6mm, the temperature for finishing rolling is controlled within the range of 1030-1070°C. The final rolling temperature is 840±10°C, the strip is cooled on the laminar flow cooling line, the opening mode of the cooling wat...
Embodiment 3
[0035]After converter smelting and LF furnace refining, the chemical composition of 610L hot-rolled automobile frame steel strip is controlled as follows: C: 0.07wt%, Mn: 1.50wt%, S: 0.009wt%, P: 0.017wt%, Si: 0.06wt% , Als: 0.022 wt%, Nb: 0.050 wt%, Ti: 0.017 wt%, slab thickness 150mm. The casting slab is heated by a walking heating furnace, and the temperature of the slab coming out of the furnace is ≥1280°C. The heating time is 150 minutes. After 5 times of rough rolling, the thickness of the intermediate billet after rough rolling is 35-40mm. After being coiled by the hot coil box, the head and tail are reversed to reduce the temperature difference between the head and the tail, and then 7 times of finish rolling. For steel strips with a thickness of 3.2mm, the temperature for finishing rolling is controlled within the range of 1030-1070°C. The final rolling temperature is 840±10°C, the strip is cooled on the laminar flow cooling line, the opening mode of the cooling wate...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More